Допуск взаимного расположения отверстий
Допуски расположения осей отверстий для крепежных деталей (по ГОСТ 14140-81)
1. Стандарт распространяется на детали машин и приборов, которые соединяются болтами, винтами, шпильками и другими крепежными деталями и у которых оси отверстий для крепежных деталей расположены параллельно, и устанавливает допуски расположения осей сквозных гладких и резьбовых отверстий для крепежных деталей.
Стандарт не распространяется на детали, к которым не предъявляются требования взаимозаменяемости и собираемость которых обеспечивается путем совместной обработки отверстий в парных соединяемых деталях.
2. Допуски расположения осей отверстий для крепежных деталей должны устанавливаться одним из способов:
а) позиционными допусками осей отверстий;
б) предельными отклонениями размеров, координирующих оси отверстий.
Для отверстий, образующих одну сборочную группу при числе элементов в группе более двух, предпочтительно назначать позиционные допуски их осей.
3. Допуски расположения следует устанавливать и для других элементов (например, центрирующих отверстий, выступов и т. п.), входящих в одну сборочную группу с отверстиями для крепежных деталей. В тех случаях, когда эти элементы являются сборочными базами, их принимают в качестве баз, к которым относятся допуски расположения осей отверстий для крепежных деталей.
Числовые значения позиционных допусков приведены в табл. 1.
4. Числовые значения предельных отклонений размеров, координирующих оси отверстий одной сборочной группы, должны обеспечивать расположение каждой оси в поле соответствующего позиционного допуска.
Пересчет позиционных допусков на предельные отклонения размеров, координирующих оси отверстий, в зависимости от характеристики расположения отверстий, приведен табл. 2 для размеров в системе прямоугольных координат и в табл. 3 для размеров системе полярных координат.
Предельные отклонения, приведенные табл. 2 и 3, допускается увеличивать в одном координатном направлении при условии, что предельные отклонения в другом координат ном направлении будут уменьшены настолько, чтобы обеспечить расположение оси в пол соответствующего позиционного допуска.
Выбор допусков расположения осей отверстий для крепежных деталей
Допуски расположения осей отверстий для крепежных деталей назначают в зависимости от типа соединения крепежными деталями, зазора для прохода крепежных деталей и коэффициента использования этого зазора для компенсации отклонений расположения осей.
Соединения крепежными деталями подразделяют на типы А и В (рис. 1):
Допуски расположения осей сквозных гладких отверстий в соединениях типов А и В рекомендуется назначать зависимыми, если применение зависимых допусков не приводит к нарушению прочности детали или нарушению требований к внешнему виду детали.
Допуски расположения осей резьбовых отверстий в соединениях типа В рекомендуется назначать зависимыми для мало нагруженных винтов и независимыми для шпилек и тяжело нагруженных винтов. При зависимых допусках расположения осей резьбовых отверстий минимальное значение допуска расположения может быть превышено на величину, соответствующую отклонению действительного приведенного среднего диаметра внутренней резьбы от наименьшего предельного среднего диаметра.
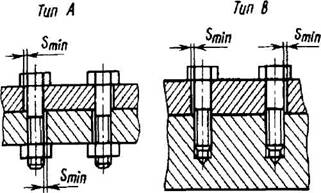
Рис. 1. Типы соединений крепежными деталями.
Таблица 1. Числовые значения позиционных допусков в диаметральном выражении Т и в радиусном выражении Т/2, мм
Позиционный допуск
Позиционный допуск между осями отверстий обозначается знаком в виде окружности, которая пересекается, горизонтальной и вертикальной линиями. Позиционный допуск устанавливается для деталей входящих в одну сборочную группу при количестве отверстий более двух единиц. Позиционный допуск наносятся на чертежах для отверстий крепёжных деталей, отверстий выполняющих функцию центрирования, а так же для других координирующих осей данного типа. Поле позиционного допуска детали выбирается с учётом особенностей конструкции, позволяющей максимально обеспечить функциональное назначение изделия.


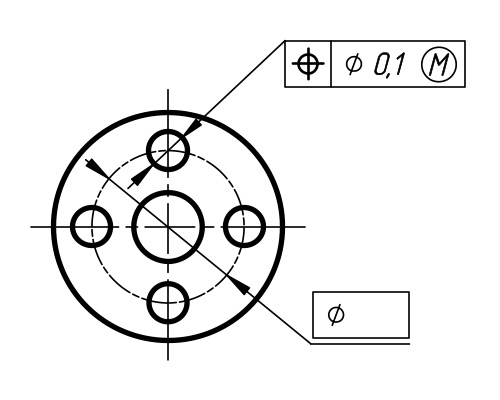

Позиционный допуск 3-х резьбовых отверстий Ø0.1мм на участке расположенном вне детали и выступающем на 30мм от поверхности.
Качественный и быстрый раскрой металлического листа, выполняемый на профессиональном высокопроизводительном оборудовании, оснащенном по последнему слову техники, позволяет выполнять работы в автоматическом режиме, и обеспечивать минимально допустимые отклонения позиционного допуска и высокое качество поверхности вырезаемых отверстий.
Переналадка лазерной установки, оснащенной современной компьютеризированной высокоточной системой позиционирования, сопоставимо по времени с загрузкой, какой либо информации на обычный персональный компьютер. Установка листа на исходную позицию перед его обработкой, заключается лишь в доставке нужного материала, который следует просто положить на платформу станка. В массовом производстве используются так же специальные подающие устройства, которые автоматически меняют обрабатываемые листы, чем увеличивают производительность и обеспечивают безостановочную работу.
Раскрой листа с применением лазера, в отличие от механической обработки или плазменной резки, создаёт условия для рационального выполнения работ обеспечивающих минимальное количество отходов, за счёт малых величин припуска и позиционного допуска. Лазерная резка не требует технологической смены инструмента и его заточки, так как сам луч и есть инструмент, воздействующий на обрабатываемый материал.
За счёт отсутствия механического контакта, использование лазерного раскроя листового материала возможно и для обработки легкодеформируемых, нежестких форм вырезаемых деталей. Возможности лазерной резки, позволяет производить раскрой по сложному контуру с высокой скоростью обработки при достаточно хорошем качестве среза, зависящем от мощности излучения генерируемым лазерным устройством.
Применение высокотехнологических современных видов обработки листа не механическим методом, обеспечивает значительное сокращение времени, затрачиваемое на разработку начиная от идеи к воплощению.
Допуски формы и расположения
Любая технологическая операция может быть выполнена с определенной точностью, а значит размеры полученной в результате обработки детали не будут идеальными, они могут колебаться в некотором диапазоне. Для того, чтобы выполнить условия собираемости и обеспечить надежную работу детали в заданных условиях необходимо задать допустимый интервал, в который должен попасть итоговый размер. Этот интервал может регламентировать не только линейные или диаметральные размеры, но и форму или взаимное расположение поверхностей.
Допуски формы и расположения назначаются конструктором исходя из условий сборки и особенностей работы детали в механизме.
Виды допусков формы
Отклонения и допуски формы
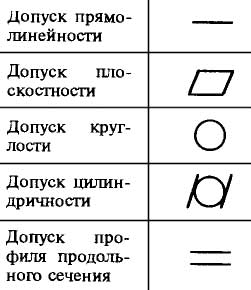
Различают следующие допуски на отклонения формы:
Допустимые отклонения обозначаются специальными символами.
Виды допусков расположения
Различают допуски месторасположения и допуски ориентации.
Отклонения и допуски расположения
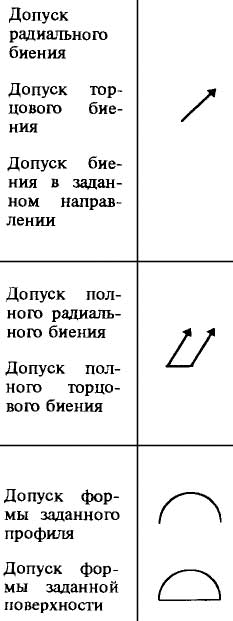
Различают следующие виды допусков расположения:
Эти допуски обозначаются символами.

Суммарные допуски
Существует несколько видов суммарных допусков формы и расположения.
Эти допуски обозначаются символами.
Обозначение допусков формы и расположения на чертежах
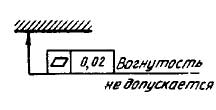
В случае отсутствия базы допуска рамка состоит только из двух частей. Примеры рамок допусков формы и расположения показаны на рисунке.
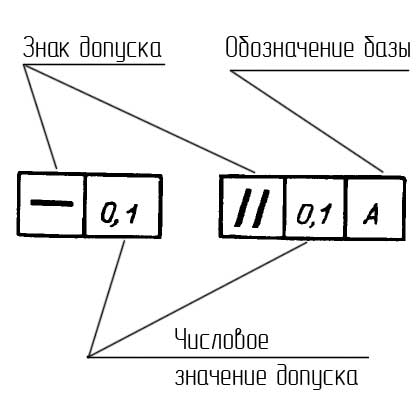
На рисунке слева показана рамка с допуском формы (допустимое отклонение от прямолинейности), справа с допуском расположения (допустимое отклонение от параллельности).
Рамку выполняют тонкими линиями. Высота текста в рамке должна равняться размеру шрифта размерных чисел. От рамки допуска до поверхности или до выноски проводится линия, оканчивающаяся стрелкой.
Перед числовым значение допуска могут указываться знаки:
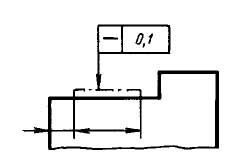
Если допуск должен применяться не ко всей поверхности, а только к некоторому участку, то он обозначается штрих пунктирной линией.
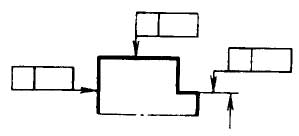
Для одного элемента может быть указано несколько допусков, этом случае рамки изображаются одна над другой.
Дополнительная информация может быть указана над рамкой или под ней.
Информация о допусках формы и расположения может быть указана в технических требованиях.
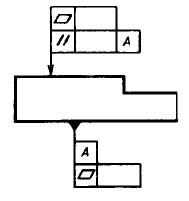
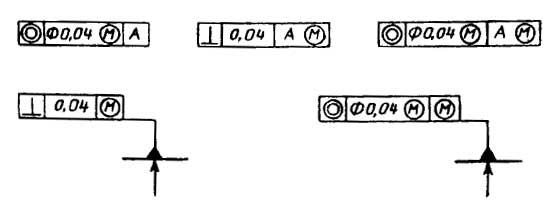
Зависимые допуски
Зависимые допуски расположения обозначают следующим символом  .
.
Этот символ может быть размещен после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента. Также символ может быть размещен после буквенного обозначение (если оно отсутствует то в третьем поле рамки) в том случае, если зависимый допуск связан с действительными размерами базового элемента.
Назначение допусков формы и расположения
Чем точнее изготовлена деталь, тем более точные инструменты потребуются для ее изготовления и контроля размеров. Это автоматически увеличит ее стоимость. Получается, что цена изготовления детали во многом зависит от требуемой точности при ее изготовлении. Это означает, что конструктор должен указать лишь те допуски, которые действительно необходимы для сборки и надежной работы механизма. Допустимые интервалы также должны быть назначены исходя из условий собираемости и работоспособности.
В ГОСТе 24643-81 указаны рекомендации по назначению допусков формы и расположения поверхностей
Числовые значения допусков формы
В зависимости от класса точности устанавливаются стандартные значения допусков формы.
Допуски плоскостности и прямолинейности

Номинальным размеров в данном случае считается номинальная длина нормированного участка.
Допуски круглости, цилиндричности, профиля продольного сечения
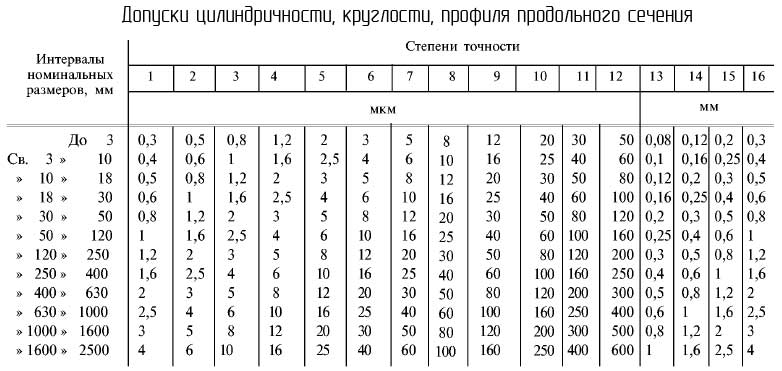
Данные допуски назначаются в тех случаях, когда они должны быть меньше, чем допуск размера.
Номинальным размером считается номинальный диаметр поверхности.
Допуски перпендикулярности, параллельности, наклона, торцевого биения
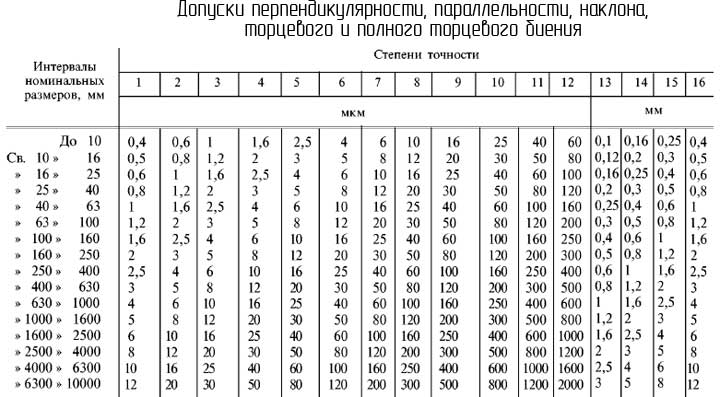
Номинальным размером при назначении допусков на параллельность, перпендикулярность, наклон понимается номинальная длина нормируемого участка или номинальная длина всей контролируемой поверхности.
Допуски радиального биения, симметричности, соосности пересечения осей в диаметральном выражении
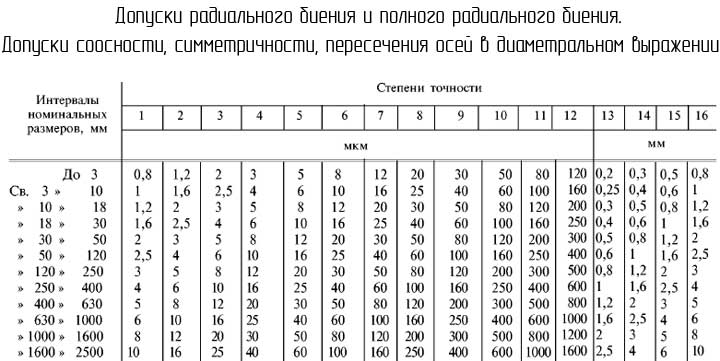
При назначении допусков радиального биения номинальным размером считается номинальный диаметр рассматриваемой поверхности.
В случае назначения допусков симметричности, пересечения осе соосности номинальным размером считается номинальный диаметр поверхности или номинальный размер между поверхностями, которые образуют рассматриваемый элемент.
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
Basic norms of interchangeabilily.
Position tolerances of bore axes for fasteners
ГОСТ 14140-81 (СТ СЭВ 637-77)
Взамен ГОСТ 14140-69
Постановлением Государственного комитета СССР по стандартам от 30 апреля 1981 г. № 2261 срок введения установлен с 01.07.81
1. Настоящий стандарт распространяется на детали машин и приборов, которые соединяются болтами, винтами, шпильками и другими, крепежными деталями и у которых оси отверстий для крепежных деталей расположены параллельно, и устанавливает допуски расположения осей сквозных гладких и резьбовых отверстий для крепежных деталей.
Стандарт не распространяется на детали, к которым не предъявляются требования взаимозаменяемости и собираемость которых обеспечивается путем совместной обработки отверстий в парных соединяемых деталях. Стандарт полностью соответствует СТ СЭВ 637-77.
2. Термины и определения допусков расположения — по ГОСТ 24642-81.
3. Допуски расположения осей отверстий для крепежных деталей должны устанавливаться одним из способов:
— позиционными допусками осей отверстий;
— предельными отклонениями размеров, координирующих оси отверстий.
Для отверстий, образующих одну сборочную группу при числе элементов в группе более двух предпочтительней назначать позиционные допуски их осей.
4. Допуски расположения следует устанавливать и для других элементов (например, центрирующих отверстий, выступов и т. п.), входящих в одну сборочную группу с отверстиями для крепежных деталей. В тех случаях, когда эти элементы являются сборочными базами, их принимают в качестве баз, к которым относятся допуски расположения осей отверстий для крепежных деталей.
5. Числовые значения позиционных допусков в диаметральном выражении Т и в радиусном выражении Т/2 должны соответствовать указанным в табл. 1.
Указания по выбору позиционных допусков осей отверстий в зависимости от типа соединения крепежными деталями, зазора для прохода крепежных деталей в сквозных отверстиях и других условий сборки приведены в рекомендуемом приложении 1.
ГОСТ 14140-81
Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей

Купить ГОСТ 14140-81 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
Распространяется на детали машин и приборов, которые соединяются болтами, винтами, шпильками и другими крепежными деталями и у которых оси отверстий для крепежных деталей расположены параллельно, и устанавливает допуски расположения осей сквозных гладких и резьбовых отверстий для крепежных деталей.
Стандарт не распространяется на детали, к которым не предъявляются требования взаимозаменяемости и собираемость которых обеспечивается путем совместной обработки отверстий в парных соединяемых деталях.
Оглавление
Приложение 1 Выбор допусков расположения осей отверстий для крепежных деталей
Приложение 2 Основные зависимости для пересчета позиционных допусков на предельные отклонения размеров, координирующих оси отверстий
| Дата введения | 01.07.1981 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.02.2020 |
Этот ГОСТ находится в:
Организации:
Basic norms of interchangeability. Position tolerances of bore axes for fasteners
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
ДОПУСКИ РАСПОЛОЖЕНИЯ
ОСЕЙ ОТВЕРСТИЙ
ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
Basic norms of interchangeability.
Position tolerances of bore axes for fasteners
Постановлением Государственного комитета СССР по стандартам от 30 апреля 1981 г. № 2261 срок введения установлен
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на детали машин и приборов, которые соединяются болтами, винтами, шпильками и другими крепежными деталями и у которых оси отверстий для крепежных деталей расположены параллельно, и устанавливает допуски расположения осей сквозных гладких и резьбовых отверстий для крепежных деталей.
Стандарт не распространяется на детали, к которым не предъявляются требования взаимозаменяемости и собираемость которых обеспечивается путем совместной обработки отверстий в парных соединяемых деталях. Стандарт полностью соответствует СТ СЭВ 637-77.
3. Допуски расположения осей отверстий для крепежных деталей должны устанавливаться одним из способов:
позиционными допусками осей отверстий;
предельными отклонениями размеров, координирующих оси отверстий.
Для отверстий, образующих одну сборочную группу при числе элементов в группе более двух предпочтительней назначать позиционные допуски их осей.
4. Допуски расположения следует устанавливать и для других элементов (например, центрирующих отверстий, выступов и т.п.), входящих в одну сборочную группу с отверстиями для крепежных деталей. В тех случаях, когда эти элементы являются сборочными базами, их принимают в качестве баз, к которым относятся допуски расположения осей отверстий для крепежных деталей.
5. Числовые значения позиционных допусков в диаметральном выражении Т и в радиусном выражении Т/2 должны соответствовать указанным в табл. 1.
Указания по выбору позиционных допусков осей отверстий в зависимости от типа соединения крепежными деталями, зазора для прохода крепежных деталей в сквозных отверстиях и других условий сборки приведены в рекомендуемом приложении 1.
6. Числовые значения предельных отклонений размеров, координирующих оси отверстий одной сборочной группы, должны обеспечивать расположение каждой оси в поле соответствующего позиционного допуска.
Указания по выбору предельных отклонений размеров, координирующих оси отверстий, в зависимости от типа соединения крепежными деталями в сквозных отверстиях, условий сборки и характеристики расположения отверстий приведены в рекомендуемом приложении 1.
Основные зависимости, используемые для пересчета позиционных допусков на предельные отклонения размеров, координирующих оси отверстий, приведены в справочном приложении 2.
7. Предельные отклонения, приведенные в табл. 2 и 3, допускается увеличивать в одном координатном направлении при условии, что предельные отклонения в другом координатном направлении будут уменьшены настолько, чтобы обеспечить расположение оси в поле соответствующего позиционного допуска (см. справочное приложение 2).
Пересчет позиционных допусков на предельные отклонения размеров, координирующих отверстий. Система прямоугольных координат
Характеристика расположения отверстий
Нормируемые отклонения размеров, координирующих оси отверстий
Позиционный допуск в диаметральном выражении Т
Позиционный допуск в радиусном выражении Т / 2
Числовые значения предельных отклонений размеров, координирующих оси
1. Одно отверстие, координированное относительно плоскости (при сборке базовые плоскости соединяемых деталей совмещаются)
Предельные отклонения ± δ L размера между осью отверстия и плоскостью
2. Два отверстия, координированные относительно друг друга
Предельные отклонения ± δ L размера между осями двух отверстий
3. Три и более отверстий, расположенных в один ряд
Предельные отклонения ± δ LΣ размера между осями двух любых отверстий*
Предельные отклонения ± δ y осей отверстий от общей плоскости
4. Три или четыре отверстия, расположенные в два ряда
Предельные отклонения ± δ L размеров L1 и L2
Предельные отклонения ± δ Ld размеров по диагонали между осями двух любых отверстий
5. Одно или несколько отверстий, координированных относительно двух взаимно перпендикулярных плоскостей (при сборке базовые плоскости соединяемых деталей совмещаются)
6. Отверстия, расположенные в несколько рядов
Предельные отклонения ± δ Ld размеров по диагонали между осями двух любых отверстий
* Допускается вместо предельных отклонений размера между осями двух любых отверстий нормировать предельные отклонения размеров между осью одного (базового) отверстия или базовой плоскостью и осями каждого из остальных отверстий (L1, L2 и т.д.); при этом значение предельного отклонения, указанное в таблице, должно быть уменьшено вдвое.
Продолжение табл. 2
Характеристика расположения отверстий
Нормируемые отклонения размеров, координирующих оси отверстий
Позиционный допуск в диаметральном выражении Т
Позиционный допуск в радиусном выражении Т / 2
Числовые значения предельных отклонений размеров, координирующих оси
1. Одно отверстие, координированное относительно плоскости (при сборке базовые плоскости соединяемых деталей совмещаются)
Предельные отклонения ± δ L размера между осью отверстия и плоскостью
2. Два отверстия, координированные относительно друг друга
Предельные отклонения ± δ L размера между осями двух отверстий
3. Три и более отверстий, расположенных в один ряд
Предельные отклонения ± δ LΣ размера между осями двух любых отверстий*
Предельные отклонения ± δ y осей отверстий от общей плоскости
4. Три или четыре отверстия, расположенные в два ряда
Предельные отклонения ± δ L размеров L1 и L2
Предельные отклонения ± δ Ld размеров по диагонали между осями двух любых отверстий
5. Одно или несколько отверстий, координированных относительно двух взаимно перпендикулярных плоскостей (при сборке базовые плоскости соединяемых деталей совмещаются)
6. Отверстия, расположенные в несколько рядов
Предельные отклонения ± δ Ld размеров по диагонали между осями двух любых отверстий
Пересчет позиционных допусков на предельные отклонения размеров, координирующих оси отверстий. Система полярных координат
Характеристика расположения отверстий
Нормируемые отклонения размеров, координирующих оси отверстий
Позиционный допуск в диаметральном выражении, Т, мм
Позиционный допуск в радиусном выражении, Т / 2, мм
Интервалы номинальных размеров, мм
1. Два отверстия, координированные относительно друг друга и центрального базового элемента
Предельные отклонения ± δ R радиуса окружности центров
Предельные отклонения ± δ α угла между осями отверстий
2. Три и более отверстий, расположенных по окружности
Предельные отклонения ± δ D диаметра окружности центров
Предельные отклонения ± δ αΣ центрального угла между осями двух любых отверстий*
3. Три и более отверстий, расположенных по окружности, координированных относительно центрального базового элемента А
Предельные отклонения ± δ R радиуса окружности центров
Предельные отклонения ± δ αΣ центрального угла между осями двух любых отверстий*
* Допускается вместо предельных отклонений центрального угла между осями двух любых отверстий нормировать предельные отклонения центральных углов между осью одного (базового) отверстия и осями каждого из остальных отверстии (α1, α2 и т.д.); при этом значение предельного отклонения, указанное в таблице, должно быть уменьшено вдвое.
Характеристика расположения отверстий
Нормируемые отклонения размеров, координирующих оси отверстий
Позиционный допуск в диаметральном выражении, Т, мм
Позиционный допуск в радиусном выражении, Т / 2, мм
Интервалы номинальных размеров, мм
1. Два отверстия, координированные относительно друг друга и центрального базового элемента
Предельные отклонения ± δ R радиуса окружности центров
Предельные отклонения ± δ α угла между осями отверстий
2. Три и более отверстий, расположенных по окружности
Предельные отклонения ± δ D диаметра окружности центров
Предельные отклонения ± δ dΣ центрального угла между осями двух любых отверстий*
3. Три и более отверстий расположенных по окружности, координированных относительно центрального базового элемента А
Предельные отклонения ± δ d радиуса окружности центров
Предельные отклонения ± δ αΣ центрального угла между осями двух любых отверстий*
* Допускается вместо предельных отклонений центрального угла между осями двух любых отверстий нормировать предельные отклонения центральных углов между осью одного (базового) отверстия и осями каждого из остальных отверстий (L1, l2 и т.д.); при этом значение предельного отклонения, указанное в таблице, должно быть уменьшено вдвое.
ПРИЛОЖЕНИЕ 1
ВЫБОР ДОПУСКОВ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Допуски расположения осей отверстий для крепежных деталей назначают в зависимости от типа соединения крепежными деталями, зазора для прохода крепежных деталей и коэффициента использования этого зазора для компенсации отклонений расположения осей.
1.2. Соединения крепежными деталями подразделяются на типы А и В (черт. 1);
1.3. Допуски расположения осей сквозных гладких отверстий в соединениях типов А и В рекомендуется назначать зависимыми, если применение зависимых допусков не приводит к нарушению прочности детали или нарушению требований к внешнему виду детали.
Допуски расположения осей резьбовых отверстий в соединениях типа В рекомендуется назначать зависимыми для малонагруженных винтов и независимыми для шпилек и тяжелонагруженных винтов. При зависимых допусках расположения осей резьбовых отверстий минимальное значение допуска расположения может быть превышено на величину, соответствующую отклонению действительного приведенного среднего диаметра внутренней резьбы от наименьшего предельного среднего диаметра.
1.4. Кроме метода расчета на максимум-минимум и основанных на этом методе таблиц, приведенных в настоящем приложении, можно применять другие методы расчета допусков расположения осей отверстий для крепежных деталей, в частности, с учетом вероятностных характеристик.
2. ВЫБОР ПОЗИЦИОННЫХ ДОПУСКОВ ОСЕЙ ОТВЕРСТИЙ
Для получения позиционных допусков в радиусном выражении Т / 2 числовые значения в табл. 1 и 2 должны быть уменьшены вдвое с последующим округлением результата до ближайшего числа из табл. 1 настоящего стандарта. Позиционные допуски предпочтительней назначать в диаметральном выражении.
Позиционные допуски Т осей отверстий для соединений типа А
Зазор Smin для прохода крепежной детали


