Пример 9.
Расчет величины зависимого допуска.
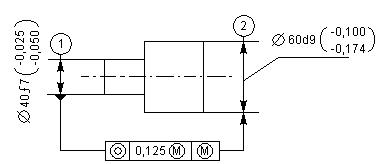
Если для примера 2 указаны  , то это означает, что допуск соосности 0,125мм, определенный для худших условий сборки может быть увеличен, если зазоры, образующиеся в соединении больше минимальных.
, то это означает, что допуск соосности 0,125мм, определенный для худших условий сборки может быть увеличен, если зазоры, образующиеся в соединении больше минимальных.
Несоосность в диаметральном выражении с учетом дополнительных зазоров будет равняться:  = 0,125 + Sдоп1 + Sдоп2 = 0,125 + 0,075 = 0,2мм.
= 0,125 + Sдоп1 + Sдоп2 = 0,125 + 0,075 = 0,2мм.
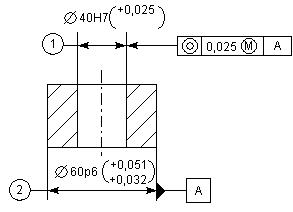
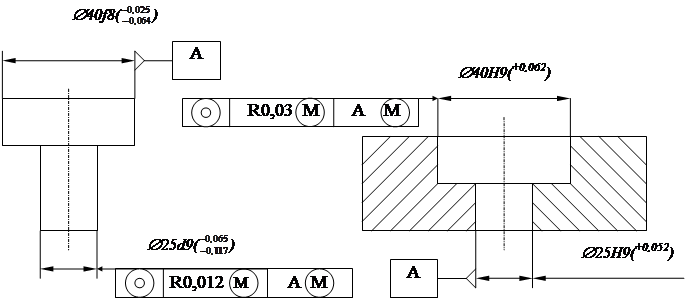
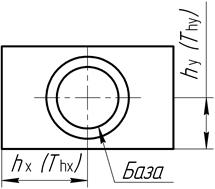
Требуется определить зависимый допуск соосности для детали втулки.
Условное обозначение: допуск соосности отверстия Æ40H7 относительно базовой оси Æ60p6, допуск зависимый только от размеров отверстия.
Примечание: зависимость  указывается только на те поверхности, где образуются дополнительные зазоры в посадках, для поверхностей, соединяемых по посадкам с натягом или переходным – дополнительные уводы осей исключены.
указывается только на те поверхности, где образуются дополнительные зазоры в посадках, для поверхностей, соединяемых по посадкам с натягом или переходным – дополнительные уводы осей исключены.
При изготовлении получились размеры: Æ40,02 и Æ60,04
Определить величину межцентрового расстояния для детали, если размеры отверстий после изготовления равны: D1изг = 10,55мм; D2изг = 10,6мм.
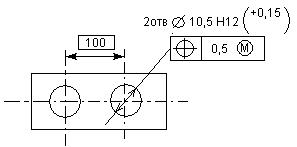
Для первого отверстия
Тзав1 = 0,5 + ( D1изг – D1min ) = 0,5 + (10,55 – 10,5) = 0,55мм или ±0,275мм
Для второго отверстия
Тзав2 = 0,5 + ( D2изг – D2min ) = 0,5 + (10,6 – 10,5) = 0,6мм или ±0,3мм
Пример расчета зависимого допуска расположения




![]()
![]()
В основе расчета лежат два условия:
— Зависимые допуски нормируют расположение элементов деталей, к которым предъявляются лишь требования собираемости;
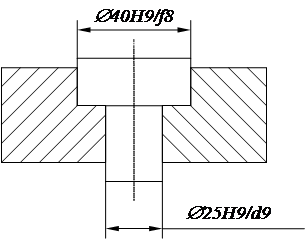 |
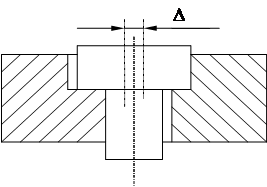
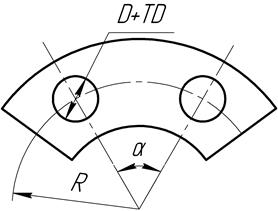
Рассмотрим номинальное расположение элементов для самого опасного с точки зрения собираемости случая.
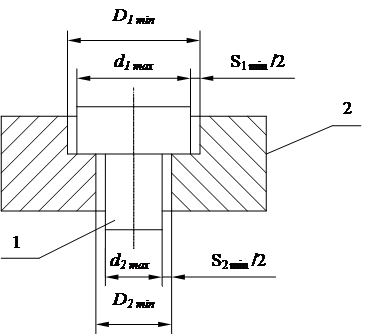 |
Предположим, что валик не имеет отклонения от соосности. В этом случае, величина отклонения от соосности отверстий, с учетом, что еще возможна сборка будет: D = 0,5 S1 min + 0,5 S2 min = 0,5 (S1 min + S2 min).
Теперь распределим величину несоосности D между диаметром вала и отверстия.
Так как отверстие вала выполнить труднее, на его несоосность зададим 70 % D, а на вал 30 % D.
 |
Тогда минимальные составляющие зависимых допусков соосности в радиусном выражении будут иметь вид:
для отверстия (RTD) min = 0,7  · K;
· K;
для вала(RTd) min = 0,3 · K;
Величины (RTD) min и (RTd) min корректируют с учетом коэффициента К.
К = 1, если соединение после сборки неподвижно;
К = 0,8. 0,6, если оно подвижно при работе.
Величина коэффициента К позволяет оставить гарантированный зазор.
Определим предельные отклонения:
Æ 40H9 ES = +0,062; EI = 0
Æ 25H9 ES = + 0,052 EI = 0
Величины наименьших предельных зазоров:
Минимальные составляющие зависимых допусков соосности при К = 1 (соединение неподвижно):
для отверстия (RTD) min = 0,7  · 1 = 0,0315;
· 1 = 0,0315;
для вала (RTd) min = 0,3 ·1 = 0,0135
Округляя и приводя в соответствие со стандартом получим
 (RTd) min = 0,012
(RTd) min = 0,012
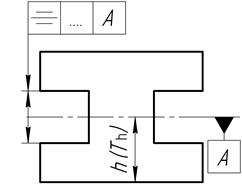
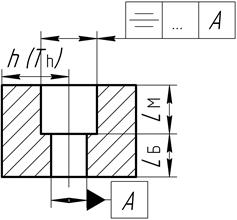
Если зависимый допуск связан с действительными размерами поверх

ности, то знак М помещают после числового значения допуска.
 |
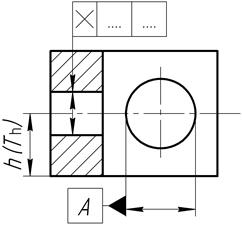
Если зависимый допуск связан с действительными размерами базовой поверхности, то знак помещают после буквенного обозначения базы или без буквенного обозначения базы в третьей части рамки
 |
Если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов, то знак помещают после числового значения допуска и буквенного обозначения базы или без буквенного указания базы.

Принимая за базы наиболее точные элементы на деталировочных чертежах надо записать:
 |
 |
Знак указывается после тех элементов (рассматриваемого или базового или обоих) с которыми связан зависимый допуск. Обычно это элементы для посадок с зазором.
При расчете используется зависимость:
Эти размеры лежат в поле допуска:
Годность ступеней валика по размерам необходимо проверить комплексным калибром.0
Определим для вала дополнительную составляющую зависимого допуска:
Следовательно, Eф £ (RT)min + (RT)дополнит. = 0,012 + 0,03 = 0,042
Условие годности деталей по отклонению расположения ее элементов имеет вид: Еф £ RT
Помогите расчитать зависимый позиционный допуск
Впервые столкнулся с таким сложно-зашифрованным допуском. Разъясните, кто понимает, что на примере зашифровано. И если не составит труда, опишите ход своих мыслей. Я более менее разобрался с зависимым допуском, но тут еще и номинальное расположение вплели, с этим понятием я так и не разобрался 
Одним словом каша в моей голове, прошу о помощи 
Кстати, как в AutoCAD размер в квадрате нарисовать? Я нашел в настройках, галка «размер в рамке», но тогда у меня все размеры в рамке идут. Как рамку на конкретный размер поставить?
И еще, верхнее отклонение я смог поставить с помощью \S, но шрифт сильно большой. Как его уменьшить?
С AutoCAD’ом работал в последний раз еще 2003 году, многое позабыл, потому простите за такие простые вопросы. Сам уже заискался =(

По поводу базы А у меня возникло недопонимание. Она ведь лишает деталь 3-х степеней свободы, а на Б и В всего остается 3.
Понял, что представил неудачный пример.
Тогда приведу вот такой:
У меня до сих пор возникает чувство ужаса при виде таких допусков. По отдельности вроде понятно, но когда их используют вместе, то сплошная каша.
Предположим, что в процессе изготовления мы получили отверстия:
Д11.43мм; Д16.3; Д26.8
Смотрю на чертеж.
Сначала беру в рассмотрение отверстие Д27, т.к. из чертежа видно, что оно является базой. Вижу, что мне повезло, т.к.я попал в независимый допуск. Пока допуск отклонения от перпендикулярности не рассматриваю. За базу В, похоже, взята ось этого отверстия. (Чертеж нашел на американском сайте, потому обозначение не совсем по правилам ЕСКД)
Перейдем к отверстию Д12 и мы видим, что вышли за пределы независимого допуска. Получается, что диаметр может лежать в интервале: 12-0.5-0.075=11.425 и 12+0.5+0.075=12.575, т.е. (11.425;12.575). Но при чем тут базы А, В и С? Как их в расчете использовать? Как определить допуск линейного размера 40 в квадрате?
P.S. Подскажите литературу (трактователи), а то я совсем увяз в этой теме =(
Зря вы так пугаетесь. 
Большое число зависимых допусков на чертеже, это как правило от пугливости конструктора и неуверенности в квалификации производственников.
Чтобы не конфликтовать по каждой детали, не прошедшей контролера, и не разбираться в том, можно ли её пропустить на сборку или нет.
И что бы не «запороли» деталь, он дает им поблажку, разрешая по месту подгонять. Мол сделаете в зависимости от того, как получится базовые размеры.
Так что я лично когда такое наблюдаю, считаю что конструктор спасает детали, которые при строгом производстве могли просто забраковать.
Главное правило конструктора. Чертеж простой детали не может быть сложным Здесь это правило похоже нарушено. Хотя надо бы весь комплект чертежей увидеть, по одному кусочку сложно судить.
Оценивайте чертеж с технологических позиций. Как его выполнить?
Судя по допускам на указанные размеры деталь вполне можно сделать по ручной разметке, без использования дорого обрудованеия (координатно-расточной станок) и оснастки (кондуктор). Вполне можно обойтись слесарем с чертилкой для разметки отверстий и вертикально-сверлильным станком для сверловки. По заранее фрезерованной детали. И спрашивается «на фига» такие навороты с допусками на руками сделанные отверстия. На мой вкус явный перебор.
итак что нужно чтобы сделать эту деталь?
Заготовительная
В зависмости от имеющегося сырья, либо вырезать из круга, либо из листа заготовку
Фрезерная
Фрезеровать габаритные размеры и паз
Слесарная
Разметить отверстия
Сверлильная
Просверлить все отверстия.
Ну вот практически и все, если не считать контрольной, термообработки и транпортно-сдаточный операций. Ерунда одним словом.
ЗАВИСИМЫЕ И НЕЗАВИСИМЫЕ ДОПУСКИ РАСПОЛОЖЕНИЯ
Стандартами установлены два вида допусков расположения: зависимые и независимые.
Зависимый допуск имеет переменное значение и зависит от действительных размеров базового и рассматриваемого элементов. Зависимый допуск более технологичный.
Зависимыми могут быть следующие допуски расположения поверхностей: позиционные допуски, допуски соосности, симметричности, перпендикулярности, пересечение осей.
Зависимыми могут быть допуски формы: допуск прямолинейности оси и допуск плоскостности для плоскости симметрии.
 Зависимые допуски должны быть обозначены символом М или оговорены текстом в технических требованиях.
Зависимые допуски должны быть обозначены символом М или оговорены текстом в технических требованиях.
Независимый допуск имеет постоянное числовое значение для всех деталей и не зависит от их действительных размеров.
Допуск параллельности и наклона может быть только независимый.
Независимые допуски используются для ответственных соединений, когда их величина определяется функциональным назначением детали.
Независимые допуски также используются в мелкосерийном и единичном производстве, а их контроль производится универсальными измерительными средствами (см. табл. 2.13).
Зависимые допуски устанавливаются для деталей, сопрягаемых одновременно по двум или более поверхностям, для которых взаимозаменяемость сводится к обеспечению собираемости по всем сопрягаемым поверхностям (соединение фланцев с помощью болтов).
Условия выбора зависимого допуска расположения
| Условия работы соединения | Вид допуска расположения |
| Условия выбора: Крупносерийное, массовое производство Требуется обеспечить только собираемость при условии полной взаимозаменяемости Контроль калибрами расположения Вид соединений: Неответственные соединения Сквозные отверстия под крепеж | Зависимый |
| Условия выбора: Единичное и мелкосерийное производство Требуется обеспечить правильное функционирование соединения (центрирование, герметичность, балансировка и другие требования) Контроль универсальными средствами Вид соединений: Ответственные соединения с натягом или по переходным посадкам Резьбовые отверстия под шпильки или отверстия под штифты Посадочные места под подшипники, отверстия под валы зубчатых передач | Независимый |
Используются зависимые допуски в соединениях с гарантированным зазором в крупносерийном и массовом производстве, контроль их производится калибрами расположения. На чертеже указывается минимальное значение допуска (Т pmin), которое соответствует проходному пределу (наименьший предельный размер отверстия или наибольший предельный размер вала). Фактическая величина зависимого допуска расположения определяется действительными размерами соединяемых деталей, т. е. в разных сборках она может быть разная. При соединениях по скользящей посадке Т pmin=0. Полное значение зависимого допуска определяется прибавлением к Т pmin дополнительной величины Тдоп, зависящей от действительных размеров данной детали (ГОСТ Р 50056):
Примеры расчета величины расширения допуска для типовых случаев даны в табл. 2.14. В этой таблице также даны формулы для пересчета допусков расположения на позиционные допуски при проектировании калибров расположения (ГОСТ 16085).
Расположение осей отверстий под крепежные детали (болты, винты, шпильки, заклепки) может быть задано двумя способами:
– координатным, когда заданы предельные отклонения  L координирующих размеров;
L координирующих размеров;
– позиционным, когда заданы позиционные допуски в диаметральном выражении – Тр.
Пересчет допусков из одного способа в другой производится по формулам табл. 2.15 для системы прямоугольных и полярных координат.
Координатный способ используется в единичном, мелкосерийном производстве, для неуказанных допусков расположения, а также в случаях, если требуется пригонка деталей, если заданы разные величины допусков по координатным направлениям, если число элементов в одной группе менее трех.
Позиционный способ более технологичный и используется в крупносерийном и массовом производстве [4,6,12]. Позиционные допуски наиболее часто используются для задания расположения осей отверстий под крепежные детали. При этом координирующие размеры указываются только номинальными значениями в квадратных рамках, так как на эти размеры не распространяется понятие «общий допуск».
Числовые значения позиционных допусков не имеют степеней точности и определяются из базового ряда числовых значений по ГОСТ 24643. Базовый ряд состоит из следующих чисел: 0,1; 0,12; 0,16; 0,2; 0,25; 0,4; 0,5; 0,6; 0,8 мкм, эти значения могут быть увеличены в 10  10 5 раз.
10 5 раз.
Числовое значение позиционного допуска зависит от типа соединения А (болтами, два сквозных отверстия во фланцах) или В (соединение шпильками, т. е. зазор в одной детали). По известному диаметру крепежной детали определяется по табл. 2.16 ряд отверстий, их диаметр (D) и минимальный зазор (Smin)[4,14].
Для соединения типа (А) Тпоз = Sp, для соединений типа (В) для сквозных отверстий Тпоз = 0,4 S р, а для резьбовых Тпоз = (0,5  0,6) Sp (рис. 2.4).
0,6) Sp (рис. 2.4).
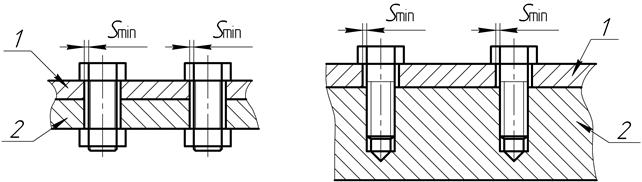
Рис 2.4. Виды соединения деталей при помощи крепежных изделий:
а − тип А, болтами; б− тип В, шпильками, штифтами; 1,2−соединяемые детали
Пересчет допусков расположения поверхностей на позиционные допуски
| Допуск расположения поверхностей | Эскиз | Формулы для определения позиционного допуска | Максимальное расширение допуска Tдоп |
| Допуск соосности (симметричности) относительно оси базовой поверхно- сти | 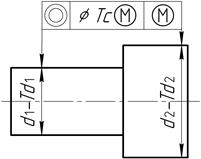 | Для базы ТP=0 Для контро-лируемой поверхности ТP=ТC | Tдоп=Td1 Tдоп=Td2 |
| Допуск соосности (симметричности) относительно общей оси | 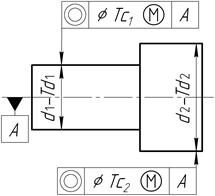 | ТP1=ТС1 Т P2=ТС2 | Tдоп= Тd1+Тd2 |
| Допуск соосности (симметричности) двух поверхностей База не указана | 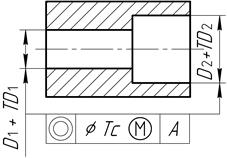 |  | Tдоп= Т D1+Т D2 |
| Допуск перпендикулярности оси поверхности относительно плоскости | 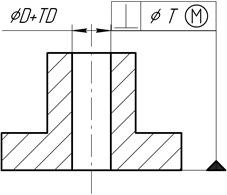 | ТP =T^ | Tдоп=ТD |
Пересчет предельных отклонений размеров, координирующих оси
отверстий на позиционные допуски по ГОСТ 14140
| Вид располо- жения | Эскиз | Формулы для определения позиционного допуска ( в диаметральном выражении) |
| 1 | 2 | 3 |
| I | Одно отверстие задано от сборочной базы 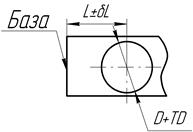 | Tp= 2δL δL=±0,5 Tp Tдоп=TD |
| II | Два отверстия координированы относительно друг друга (сборочная база отсутствует) 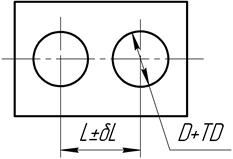 | Tp= δL δL=± Tp Тдоп=TD |
| III | Три и более отверстий, расположенных в один ряд (сборочная база отсутствует)  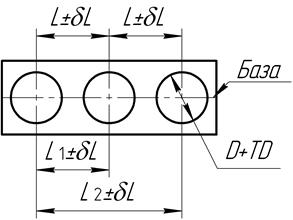 | Tp=1,4 δL δL=± 0,7Tp Тдоп=TD δL У =±0,35 ТР (δL У − отклонение относительно базовой оси) δLлес= δL ∑ /2 (лесенкой) δLцеп= δL ∑ /( n −1) (цепочкой) δL ∑ −наибольшее расстояние между осями смежных отверстий |
Продолжение табл. 2.15

 0,35 Tp (отклонение осей от общей плоскости – А или сбороч- ной базы)
0,35 Tp (отклонение осей от общей плоскости – А или сбороч- ной базы)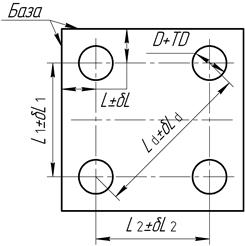 Отверстия координированы относительно двух сборочных баз
Отверстия координированы относительно двух сборочных баз 2,8d L d L= 0,35Tp
2,8d L d L= 0,35Tp 
Окончание табл. 2.15
Система полярных координат
 (угловые минуты) Тдоп= TD
(угловые минуты) Тдоп= TD 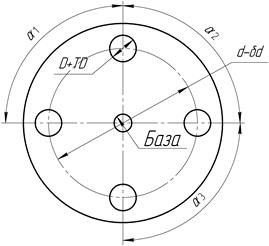 Три и более отверстия расположены по окружности, центральный элемент является сборочной базой
Три и более отверстия расположены по окружности, центральный элемент является сборочной базой (угловые минуты) da1 =da2 =
(угловые минуты) da1 =da2 =  Тдоп= TD + TDбаз
Тдоп= TD + TDбаз Расчетный зазор S р, необходимый для компенсации погрешности расположения отверстий, определяется по формуле [4,12]:
где коэффициент К использования зазора для компенсации отклонения расположения осей отверстий и болтов. Он может принимать следующие значения:
К = 1 в соединениях без регулировки в нормальных условиях сборки;
К = 0,8 – в соединениях с регулировкой, а также в соединениях без регулировки, но с утопленными и потайными головками винтов;
К = 0,6 – в соединениях с регулировкой расположения деталей при сборке;
К = 0 – для базового элемента, выполненного по скользящей посадке (Н/ h ), когда номинальный позиционный допуск этого элемента равен нулю [4, 14].
 Если позиционный допуск оговаривается на определенном расстоянии от поверхности детали, то он задается как выступающий допуск и обозначается символом Р. Например: центр сверла, торец шпильки, ввернутой в корпус.
Если позиционный допуск оговаривается на определенном расстоянии от поверхности детали, то он задается как выступающий допуск и обозначается символом Р. Например: центр сверла, торец шпильки, ввернутой в корпус.
Диаметры сквозных отверстий под крепежные детали
и соответствующие им гарантированные зазоры по ГОСТ 11284, мм
Диаметр
крепежной
детали d
Примечания:1. Предпочтительным является 1-й ряд, который используется для соединений типов А и В (отверстия могут быть получены любым методом).
2. Для соединений типов А и В рекомендуется использовать 2-й ряд при получении отверстий по разметке, пробивке штампом повышенной точности, в литье по выплавляемым моделям или под давлением.
3. Соединения типа А могут быть выполнены по 3-му ряду при расположении с 6-го по 10-й вид, а также соединения типа В при расположении с 1-го по 5-й вид (любой метод обработки, кроме заклепочных соединений).
2.4. ОБЩИЕ ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
С 01.01.2004 года неуказанные допуски формы и расположения поверхностей должны задаваться по ГОСТ 30893.2-02 “ОНВ. Общие допуски. Допуски формы и расположение поверхностей, неуказанные индивидуально”. Ранее действовал ГОСТ 25069, который отменен.
Общие допуски круглости и цилиндричности равны допуску на диаметр, но не должны превышать допуски на диаметр и общего допуска на радиальное биение. Для частных видов отклонений формы (овальность, конусообразность, бочкообразность, седлообразность) общие допуски считать равными допуску на радиус, т.е. 0,5 Td (TD).
Общие допуски параллельности, перпендикулярности, наклона равны общему допуску плоскостности или прямолинейности. Базовая поверхность рассматривается как прилегающая, и ее погрешность формы не учитывается.
Неуказанные допуски расположения поверхностей относятся к неответственным поверхностям деталей машин и в чертежах специально не оговариваются, а должны обеспечиваться технологически (обработка с одной установки, от одной базы, одним инструментом и т.д.).
Неуказанные допуски расположения [4] условно можно разделить на три группы:
• первая – показатели, отклонения которых допускаются в пределах всего поля допуска размера рассматриваемого элемента или размера между элементами (см. табл. 2.17);
• вторая – показатели, отклонения которых не ограничиваются полем допуска размера и не являются его составной частью, на них распространялись таблицы ГОСТ 25069, а сейчас ГОСТ 30893.2-2002;
• третья – показатели этих параметров косвенно ограничиваются допусками других размеров (предельные отклонения межосевых расстояний при позиционной системе задания осей отверстий, допуск наклона и допуск угла в линейном выражении).
Выбор вида допуска определяется конструктивной формой детали.
Выбор базовой поверхности производится следующим образом:
• неуказанные допуски должны определяться от ранее выбранных баз для указанных одноименных допусков расположения или биения;
• если база ранее не выбрана, то за базовую поверхность принимается поверхность наибольшей протяженности, обеспечивающая надежную установку детали при измерении (например, для допуска соосности базой будет ступень вала большей длины, а при одинаковых длинах и квалитетах – поверхность большого диаметра).
Значения общих допусков формы и расположения (ориентации) установлены по трем классам точности, которые характеризуют различные условия обычной производственной точности, достигаемой без применения дополнительной обработки повышенной точности (табл. 2.18).
Обозначения классов для общих допусков расположения стандарт установил следующие: H − точный, K − средний, L − грубый. Выбор класса точности осуществляется с учетом функциональных требований к детали и возможностей производства.
Ссылки на общие допуски формы и расположения производить следующим образом: “Общие допуски формы и расположения – ГОСТ 30893.2-К” или
— “Общие допуски ГОСТ 30893.2-m К”;
Расчет допуска расположения, ограниченного полем допуска размера
Окончание табл. 2.17
 Относительно общей оси
Относительно общей оси 

Для двух элементов
Для одного элемента
В последних двух примерах задан общий допуск среднего класса точности m для линейных и угловых размеров по ГОСТ 30893.1,а также средний класс для общих допусков формы и расположения −К.
Рекомендуется контролировать выборочно отклонения формы и расположения элементов с общими допусками, чтобы убедиться, что обычная производственная точность не отклоняется от первоначально установленной. Выход отклонений формы и расположения элемента за общий допуск не должен вести к автоматическому забракованию детали, если не нарушена способность детали к функционированию.
Дата добавления: 2019-02-22 ; просмотров: 5885 ; Мы поможем в написании вашей работы!


