Позиционный допуск
Позиционный допуск между осями отверстий обозначается знаком в виде окружности, которая пересекается, горизонтальной и вертикальной линиями. Позиционный допуск устанавливается для деталей входящих в одну сборочную группу при количестве отверстий более двух единиц. Позиционный допуск наносятся на чертежах для отверстий крепёжных деталей, отверстий выполняющих функцию центрирования, а так же для других координирующих осей данного типа. Поле позиционного допуска детали выбирается с учётом особенностей конструкции, позволяющей максимально обеспечить функциональное назначение изделия.


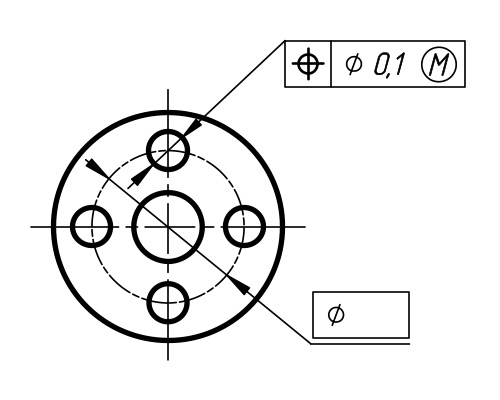

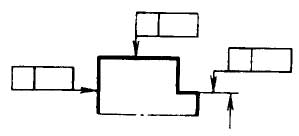
Позиционный допуск 3-х резьбовых отверстий Ø0.1мм на участке расположенном вне детали и выступающем на 30мм от поверхности.
Качественный и быстрый раскрой металлического листа, выполняемый на профессиональном высокопроизводительном оборудовании, оснащенном по последнему слову техники, позволяет выполнять работы в автоматическом режиме, и обеспечивать минимально допустимые отклонения позиционного допуска и высокое качество поверхности вырезаемых отверстий.
Переналадка лазерной установки, оснащенной современной компьютеризированной высокоточной системой позиционирования, сопоставимо по времени с загрузкой, какой либо информации на обычный персональный компьютер. Установка листа на исходную позицию перед его обработкой, заключается лишь в доставке нужного материала, который следует просто положить на платформу станка. В массовом производстве используются так же специальные подающие устройства, которые автоматически меняют обрабатываемые листы, чем увеличивают производительность и обеспечивают безостановочную работу.
Раскрой листа с применением лазера, в отличие от механической обработки или плазменной резки, создаёт условия для рационального выполнения работ обеспечивающих минимальное количество отходов, за счёт малых величин припуска и позиционного допуска. Лазерная резка не требует технологической смены инструмента и его заточки, так как сам луч и есть инструмент, воздействующий на обрабатываемый материал.
За счёт отсутствия механического контакта, использование лазерного раскроя листового материала возможно и для обработки легкодеформируемых, нежестких форм вырезаемых деталей. Возможности лазерной резки, позволяет производить раскрой по сложному контуру с высокой скоростью обработки при достаточно хорошем качестве среза, зависящем от мощности излучения генерируемым лазерным устройством.
Применение высокотехнологических современных видов обработки листа не механическим методом, обеспечивает значительное сокращение времени, затрачиваемое на разработку начиная от идеи к воплощению.
Допуски формы и расположения
Любая технологическая операция может быть выполнена с определенной точностью, а значит размеры полученной в результате обработки детали не будут идеальными, они могут колебаться в некотором диапазоне. Для того, чтобы выполнить условия собираемости и обеспечить надежную работу детали в заданных условиях необходимо задать допустимый интервал, в который должен попасть итоговый размер. Этот интервал может регламентировать не только линейные или диаметральные размеры, но и форму или взаимное расположение поверхностей.
Допуски формы и расположения назначаются конструктором исходя из условий сборки и особенностей работы детали в механизме.
Виды допусков формы
Отклонения и допуски формы
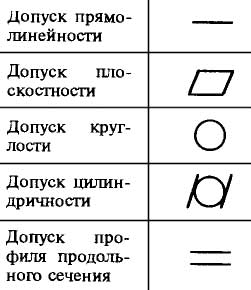
Различают следующие допуски на отклонения формы:
Допустимые отклонения обозначаются специальными символами.
Виды допусков расположения
Различают допуски месторасположения и допуски ориентации.
Отклонения и допуски расположения
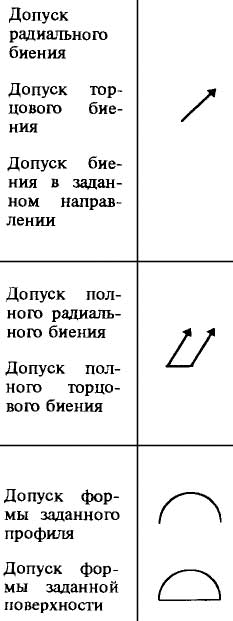
Различают следующие виды допусков расположения:
Эти допуски обозначаются символами.

Суммарные допуски
Существует несколько видов суммарных допусков формы и расположения.
Эти допуски обозначаются символами.
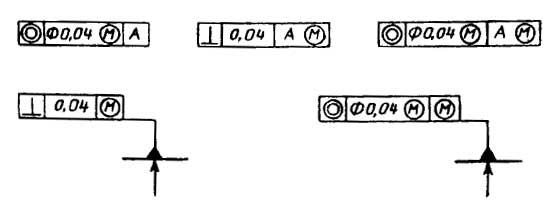
Обозначение допусков формы и расположения на чертежах
В случае отсутствия базы допуска рамка состоит только из двух частей. Примеры рамок допусков формы и расположения показаны на рисунке.
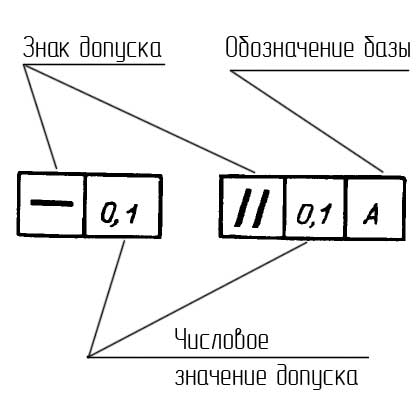
На рисунке слева показана рамка с допуском формы (допустимое отклонение от прямолинейности), справа с допуском расположения (допустимое отклонение от параллельности).
Рамку выполняют тонкими линиями. Высота текста в рамке должна равняться размеру шрифта размерных чисел. От рамки допуска до поверхности или до выноски проводится линия, оканчивающаяся стрелкой.
Перед числовым значение допуска могут указываться знаки:
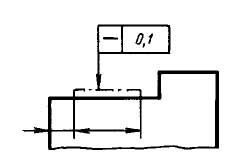
Если допуск должен применяться не ко всей поверхности, а только к некоторому участку, то он обозначается штрих пунктирной линией.
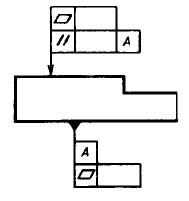
Для одного элемента может быть указано несколько допусков, этом случае рамки изображаются одна над другой.
Дополнительная информация может быть указана над рамкой или под ней.
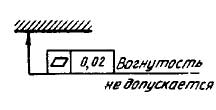
Информация о допусках формы и расположения может быть указана в технических требованиях.
Зависимые допуски
Зависимые допуски расположения обозначают следующим символом  .
.
Этот символ может быть размещен после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента. Также символ может быть размещен после буквенного обозначение (если оно отсутствует то в третьем поле рамки) в том случае, если зависимый допуск связан с действительными размерами базового элемента.
Назначение допусков формы и расположения
Чем точнее изготовлена деталь, тем более точные инструменты потребуются для ее изготовления и контроля размеров. Это автоматически увеличит ее стоимость. Получается, что цена изготовления детали во многом зависит от требуемой точности при ее изготовлении. Это означает, что конструктор должен указать лишь те допуски, которые действительно необходимы для сборки и надежной работы механизма. Допустимые интервалы также должны быть назначены исходя из условий собираемости и работоспособности.
В ГОСТе 24643-81 указаны рекомендации по назначению допусков формы и расположения поверхностей
Числовые значения допусков формы
В зависимости от класса точности устанавливаются стандартные значения допусков формы.
Допуски плоскостности и прямолинейности

Номинальным размеров в данном случае считается номинальная длина нормированного участка.
Допуски круглости, цилиндричности, профиля продольного сечения
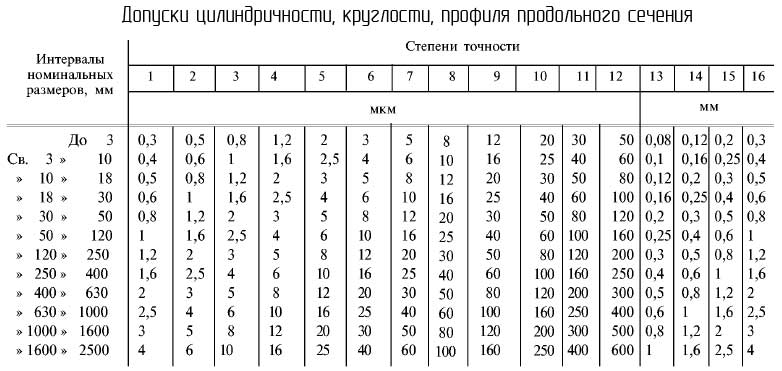
Данные допуски назначаются в тех случаях, когда они должны быть меньше, чем допуск размера.
Номинальным размером считается номинальный диаметр поверхности.
Допуски перпендикулярности, параллельности, наклона, торцевого биения
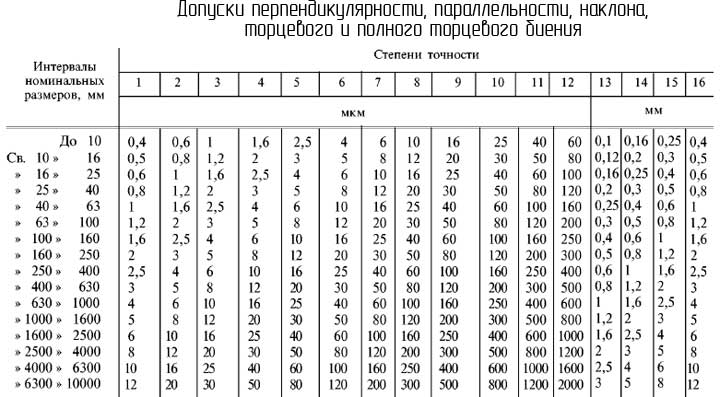
Номинальным размером при назначении допусков на параллельность, перпендикулярность, наклон понимается номинальная длина нормируемого участка или номинальная длина всей контролируемой поверхности.
Допуски радиального биения, симметричности, соосности пересечения осей в диаметральном выражении
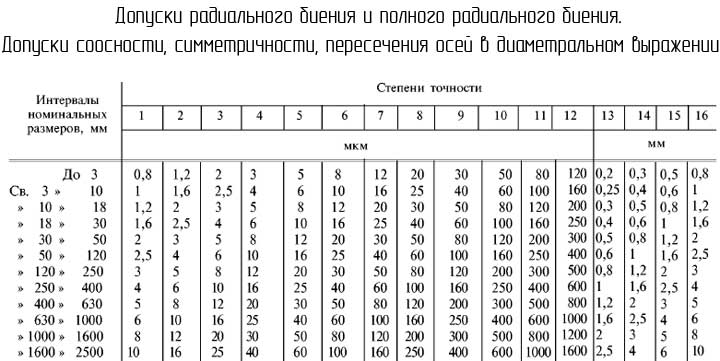
При назначении допусков радиального биения номинальным размером считается номинальный диаметр рассматриваемой поверхности.
В случае назначения допусков симметричности, пересечения осе соосности номинальным размером считается номинальный диаметр поверхности или номинальный размер между поверхностями, которые образуют рассматриваемый элемент.
Допуск позиционный
Позиционное отклонение – наибольшее расстояние  между реальным расположением элемента (его центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка. между реальным расположением элемента (его центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка.
Позиционный допуск Позиционный допуск рекомендуется указывать в диаметральном выражении. Для нормирование расположения элементов, их осей и плоскостей симметрии указываются либо значения позиционных допусков по стандарту, либо предельные отклонения размеров, координирующих элементы. Поле позиционного допуска оси (прямой) в плоскости – область на плоскости, ограниченная двумя параллельными прямыми, отстоящими друг от друга на расстоянии, равному допуску в диаметральном выражении Т или удвоенному позиционному допуску в радиусом выражении Т/2, и симметричная относительно номинального расположения рассматриваемой оси (прямой).
Поле позиционного допуска оси (прямой) в пространстве – область в пространстве, ограниченная цилиндром, диаметр которого равен позиционному допуску в диаметральном выражении Т или удвоенному позиционному допуску в радиусном выражении, а ось совпадает с номинальным расположением рассматриваемой оси (прямой).
Поле позиционного допуска плоскости симметрии или оси в заданном направлении – Область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном позиционному допуску в диаметральном выражении Т или удвоенному позиционному допуску в радиусном выражении Т/2, и симметричными относительно номинального расположения рассматриваемой плоскости симметрии или оси. Для позиционных допусков оси в заданном направлении плоскости, ограничивающие поле допуска, перпендикулярны к заданному направлению. Допуски расположения осей отверстий для крепежных деталейДетали машин, которые соединяются крепежными деталями (болтами, винтами, шпильками, заклепками) подразделяют на два типа: А и В (рисунок. 11.1). В соединениях типа А в обеих соединяемых деталях есть диаметральные зазоры между сквозным отверстием и стержнем соединяющей их детали. В соединениях типа В сквозные отверстия предусмотрены только в одной из соединяемых деталей. В другой детали имеется резьбовое гнездо, в которое заворачивается винт или шпилька. При этом происходит достаточно хорошее центрирование винта или шпильки по резьбе и несовпадением осей винта (шпильки) и резьбового гнезда практически пренебрегают. Зазор между отверстием и стержнем болта (винта, шпильки) является компенсатором отклонений расстояния между осями отверстий и фактически за счет его обеспечивается собираемость деталей. Допуски расположения осей отверстий для крепежных деталей установлены ГОСТ 14140-81. Он распространяется на детали, соединяемые болтами, винтами, шпильками, заклепками с параллельно расположенными осями и при условии независимого изготовления всех деталей соединения.
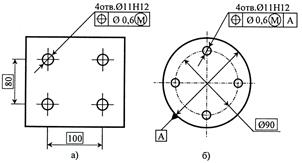
Рисунок 11.1 – Типы соединений Согласно ГОСТ 14140-81 предусмотрено два способа задания допусков расположения осей отверстий для крепежных деталей: Ø Предельными отклонениями размеров, координирующих оси отверстий в прямоугольных или полярных координатах (рисунок 11.2,а); Ø Позиционными допусками (рисунок 11.2,б). Предельные отклонения размеров, координирующих оси отверстий необходимы, когда отверстия получают обработкой по разметке или на координатно-расточных станках, а измерение отклонений расположения осей выполняют универсальными средствами. Это характерно для деталей изготавливаемых в условиях единичного и мелкосерийного производства. Нормирование позиционными допусками является предпочтительным при числе отверстий более двух. Такой способ применяют для деталей серийного и массового производства, когда при изготовлении отверстий используются различные приспособления и кондукторы, а контроль осуществляется комплексными калибрами. При задании позиционного допуска координирующие размеры указываются без предельных отклонений и заключаются в рамки (см. рисунок 11.2,б). Позиционное отклонение— наибольшее расстояние между реальным расположением элемента (его центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка. Позиционный допуск в диаметральном выражении – удвоенное наибольшее допускаемое значение позиционного отклонения, в радиусном выражении – наибольшее допускаемое значение позиционного отклонения. Поле позиционного допуска – это область в пространстве или на плоскости, ограниченная: двумя параллельными прямыми (для оси или прямой в плоскости); цилиндром (для оси в пространстве, если позиционный допуск задан с символом Æ или R); прямоугольным параллелепипедом (для оси в пространстве, если заданы позиционные допуски в двух взаимно перпендикулярных направлениях); двумя параллельными плоскостями (для плоскости симметрии или оси, если назначен позиционный допуск в заданном направлении). Ширина или диаметр поля допуска равны позиционному допуску в диаметральном выражении или удвоенному допуску в радиальном выражении, а ось или плоскость симметрии поля допуска совпадают с номинальным расположением элемента. И в том и в другом случае определяют: ü Тип соединения А или В. ü Значение минимального зазора Smin между сквозным гладким отверстием и стержнем крепежной детали. ü Определяют коэффициент К использования зазора Smin в зависимости от условий сборки. ГОСТ 14140-81 рекомендует принимать К = 1 или К = 0,8 для соединений не требующих регулировки взаимного расположения деталей; К = 0,8 или К = 0,6 для деталей, в которых необходима регулировка взаимного расположения деталей (значение К = 0,8, согласно указанного стандарта, входит в обе рекомендованных группы). В обоснованных случаях допускается принимать К меньше 0,6. ü Значение позиционного допуска Т, одинакового для обеих соединяемых деталей, в диаметральном выражении определяется по формулам: При необходимости нормирования положения осей отверстий в деталях предельными отклонениями размеров, они могут быть найдены по таблицам ГОСТ 14140-81 (таблицам А.44 и А.45) в зависимости от позиционного допуска и характера расположения отверстий в деталях. Для случаев, когда характер расположения отверстий в деталях или способ простановки размеров не приведен в ГОСТ 14140-81, возможно использование расчетных зависимостей [44], в основу которых также как и в указанном стандарте положен принцип расчета размерных цепей на max-min (таблица 11.1).
Допуск на расстояние между осями двух отверстий при соединений деталей болтами (тип А) равен TL = 2 Smin, а при соединении деталей винтами (тип В) TL = Smin. Для расстояний между осями отверстий принято симметричное расположение поля допуска относительно номинального размера. Поэтому предельные отклонения будут: Предельные отклонения на расстояния между осями отверстий для крепежных деталей не зависят от величины расстояния, а определяются минимальным зазором между диаметром сквозного отверстия и диаметром стержня крепежной детали. Пример. Пластина крепится к корпусу при помощи двух болтов. Диаметр стержней болтов 18h11, диаметр отверстий 20Н12, номинальное значение расстояния между осями отверстий L = 200 мм, коэффициент использования зазора К = 1. Дать эскиз детали с указанием предельных отклонений на размер L. Решение. Первый способ. Соединение деталей болтами относится к типу А. Для определения величины минимального зазора между сквозными гладкими отверстиями и стержнями крепежных деталей (болтов) построим схему расположения полей допусков на детали сопряжения (рисунок 11.3). Максимальный возможный зазор в соединении Smax в расчетах не участвует и поэтому не вычисляется. Однако следует отметить, что увеличение зазора по сравнению с Smin только улучшает процесс сборки. Поэтому допуск на расстояние между осями отверстий будет зависимым, т.к. при изменении действительных размеров деталей соединения, приводящих к увеличению зазора по сравнению с Smin, только улучшает сборку.
Предельные отклонения на размер L:
Решение. Второй способ. Эта же задача решается с применением ГОСТ 14140-81. Соединение деталей относится к типу А. Значение минимального зазора Коэффициент использования зазора K = l по условию задачи. Значение позиционного допуска в диаметральном выражении для соединения типа А: T = K ∙ Smin = 1 ∙ 2 = 2 мм. В результате получаем тот же результат (рисунок 11.5). Пример [28]. Пластина крепится к корпусу при помощи пяти болтов. Диаметр стержней болтов 18hll, диаметр отверстий 20Н12, номинальное значение расстояния между осями соседних отверстий L = 200 мм, коэффициент использования зазора К = 1, способ простановки размеров «цепочкой», т.е. последовательно размер за размером. Требуется дать эскиз детали с указанием предельных отклонений на размеры L. Решение. Соединение деталей болтами относится к типу А. Величина минимального зазора: Определяем допуск на расстояния между осями отверстий при соединении деталей болтами (тип А) по формуле (таблица 11.1).
Предельные отклонения на размер L:
Таким образом, имеем L = 200±0,5 Сравнивая результаты этой задачи с предыдущей можно отметить, что при одинаковых болтах и отверстиях в соединяемых деталях, допуски на расстояние между осями отверстий сильно различаются. В предыдущей задаче допуск на расстояние между осями отверстий TL = 4 мм, а в данной задаче TL = 1 мм. Допуск уменьшился в 4 раза. Это связано со способом простановки размеров. Способ простановки размеров «цепочкой» не является оптимальным и его следует, по возможности, избегать.
Пример [28]. Проставить отклонения размеров в координатной форме для деталей, представленных на рисунке 11.7, т.к. предполагается выпуск небольшой партии таких деталей в условиях единичного производства и измерения размеров универсальными средствами измерения. На чертежах деталей предназначенных для изготовления в условиях массового производства, проставлены позиционные допуски на расстояния между осями отверстий. Детали будут соединяться болтами.
Выполнить эскизы деталей и определить: Ø предельные отклонения размеров в прямоугольных координатах; Ø предельные отклонения размеров в полярных координатах. Дать полную расшифровку нормирования отклонений позиционными допусками. Исходные данные: схема простановки размеров и допусков (рисунок 11.7); номинальный размер Lx = 100 мм, Ly = 80 мм; номинальный размер D = 90 мм. Решение. Имеем: предельные отклонения координирующих размеров ± 0,4 мм; предельные отклонения размеров по диагонали между осями двух любых отверстий ± 0,6 мм. Для детали (рисунок 11.7, б) найдем по таблице 3 ГОСТ 14140-81 «Пересчет позиционных допусков на предельные отклонения размеров, координирующие оси отверстий. Система полярных координат» (таблица А.47) при позиционном допуске в диаметральном выражении Т = 0,6 мм (указан в рамке на чертеже), диаметре расположения отверстий D = 90 мм. Предельные отклонения диаметра окружности центров ± 0,4 мм; предельные отклонения центрального угла между осями двух любых отверстий ± 30′. Расшифровка. Деталь (рисунок 11.7,а): позиционный допуск в диаметральном выражении равен 0,6 мм; допуск зависимый. Деталь (рисунок 11.7,б): позиционный допуск в диаметральном выражении равен 0,6 мм; допуск зависимый; нормируется смещение осей отверстий относительно базы А. Эскизы деталей с отклонениями размеров в координатной форме приведены на рисунке 11.8
12 Обоснование технических требований на чертеж сборочной единицы Общие положения Для любого чертежа сборочной единицы, содержащей зубчатую передачу, в технических требованиях должно быть отражено следующее: ü необходимый боковой зазор между нерабочими профилями зубьев, ü пятно контакта для рабочих поверхностей зубьев, ü осевая игра подшипников, ü дополнительные требования (если таковые необходимы). Например, для сборочного чертежа редуктора может быть рекомендован следующий перечень технических требований: ü Боковой зазор зубчатой передачи не менее … мм; ü Пятно контакта зубчатой передачи ü Осевая игра подшипников позиция № _____ обеспечивается за счет толщины детали – позиция № ____ от ___ до ___ мм; Допуски на зубчатые и червячные передачи установлены следующими стандартами: Степени точности 1 и 2 предусмотрены для будущего развития и для них допуски не даны. Назначение степени точности производится на основе конкретных условий работы передачи и предъявляемых к ней требований. Обычно степень точности выбирается по окружной скорости колеса (таблица 12.1). Стандарты устанавливают для каждой степени точности нормы кинематической точности, нормы плавности работы и нормы контакта зубьев. Для цилиндрических зубчатых эвольвентных колес ГОСТ 1643 – 81 устанавливает шесть видов сопряжений зубчатых колес в передаче A, B, C, D, E, H, которые определяют величину гарантированного бокового зазора между нерабочими эвольвентными поверхностями зубьев и восемь видов допуска на боковой зазор x, y, z, a, b, c, d, h.
Видам сопряжений соответствуют виды допуска на боковой зазор и класс отклонений межосевого расстояния.
Допускается изменение соответствия между видом сопряжения, видом допуска бокового зазора и классом отклонения межосевого расстояния. Точность изготовления зубчатых колес задается степенью точности (одной или тремя цифрами) и видом сопряжения по нормам бокового зазора (одной или двумя буквами). Последующий пункт технических требований характеризует контакт зубьев в передаче. Полнота контакта сопряженных боковых поверхностей зубьев оказывает большое влияние на равномерность распределения контактных напряжений и слоя смазки, что сказывается на долговечности зубчатой передачи. Пункт, касающийся осевой игры подшипника качения определяет его ресурс. Без наличия осевого зазора между телами и дорожками качения их нормальная работа в большинстве случаев невозможна. Последний пункт технических требований определяет условия испытаний редуктора. 12.2 Определение величин технических требований 12.2.1 Определение величин боковых зазоров в зацеплении[42] При проектировании зубчатой передачи необходимо рассчитать гарантированный боковой зазор (наименьший из возможных в передаче) и выбрать из стандарта такой вид сопряжения, чтобы обеспечивалось условие: где Величина необходимого бокового зазора рассчитывается по формуле: где Например, для цилиндрических зубчатых передач величину где Рабочую температуру колес редуктора рекомендуется принимать в интервале 75 … 85 ºС, а рабочую температуру корпуса редуктора 50 … 60 ºС. Величину где Меньшие значения Пример. Решение. Часть бокового зазора, необходимого для обеспечения температурной компенсации,
Условие Величина где Величина где Re – конусное расстояние, мм Величины α1, α2, t1, t2 выбирают такими же, как для цилиндрических зубчатых передач. Величину где где Величину где Величину где Ориентировочно можно принимать: для передач 6 и 9 степени точности для передач 7 и 8 степени точности Величину Меньшее значение |


 (11.1)
(11.1) В соответствии со схемой минимальный зазор между сквозным гладким отверстием и стержнем болта:
В соответствии со схемой минимальный зазор между сквозным гладким отверстием и стержнем болта:

 Таким образом, имеем L = 200±2
Таким образом, имеем L = 200±2  . Знак
. Знак  Имеем предельные отклонения ± 2 мм (таблицы А.45, А.46).
Имеем предельные отклонения ± 2 мм (таблицы А.45, А.46).

 . Знак
. Знак 


 , (12.1)
, (12.1) — гарантированный боковой зазор по стандарту;
— гарантированный боковой зазор по стандарту; — расчетное значение необходимого бокового зазора.
— расчетное значение необходимого бокового зазора. , (12.2)
, (12.2) — часть бокового зазора для обеспечения температурной компенсации, (мм);
— часть бокового зазора для обеспечения температурной компенсации, (мм); — часть бокового зазора, необходимая для нормальных условий смазки, (мм).
— часть бокового зазора, необходимая для нормальных условий смазки, (мм). можно определить по формуле:
можно определить по формуле: , (12.3)
, (12.3) — межосевое расстояние передачи, мм;
— межосевое расстояние передачи, мм; — угол профиля исходного контура (
— угол профиля исходного контура (  );
); ,
,  — коэффициенты линейного расширения материала колес и корпуса редуктора соответственно (таблица 5.5);
— коэффициенты линейного расширения материала колес и корпуса редуктора соответственно (таблица 5.5); ,
,  — отклонение температуры колес и корпуса от нормальной (20ºС).
— отклонение температуры колес и корпуса от нормальной (20ºС). ,
,  , (12.4)
, (12.4) определяют по эмпирической формуле:
определяют по эмпирической формуле: ,(мкм) (12.5)
,(мкм) (12.5) — нормальный модуль, мм.
— нормальный модуль, мм. следует принимать для тихоходных зубчатых передач, а бóльшие для высокоскоростных передач.
следует принимать для тихоходных зубчатых передач, а бóльшие для высокоскоростных передач.

 .
.
 выполняется 140 мкм> 102мкм.
выполняется 140 мкм> 102мкм. , (12.6)
, (12.6) — расчетное значение необходимого бокового зазора.
— расчетное значение необходимого бокового зазора. определяется:
определяется: , (12.6)
, (12.6) — часть бокового зазора для обеспечения температурной компенсации;
— часть бокового зазора для обеспечения температурной компенсации; — часть бокового зазора, необходимая для нормальных условий смазки.
— часть бокового зазора, необходимая для нормальных условий смазки. , (12.6)
, (12.6) ,
,  — половины углов при вершинах делительных конусов шестерни и колеса соответственно;
— половины углов при вершинах делительных конусов шестерни и колеса соответственно; ,
,  — коэффициенты линейного расширения материала колес и корпуса редуктора соответственно;
— коэффициенты линейного расширения материала колес и корпуса редуктора соответственно; ,
,  — отклонение температуры колес и корпуса от 20ºС.
— отклонение температуры колес и корпуса от 20ºС. ,
,  ,
, определяют по формуле
определяют по формуле , (мкм), (12.7)
, (мкм), (12.7) — модуль в нормальном сечении зуба по большому торцу, мм,
— модуль в нормальном сечении зуба по большому торцу, мм, , (12.8)
, (12.8) — гарантированный боковой зазор по ГОСТ 3675 – 81;
— гарантированный боковой зазор по ГОСТ 3675 – 81; — расчетное значение необходимого бокового зазора.
— расчетное значение необходимого бокового зазора. вычисляют по формуле:
вычисляют по формуле: , (12.9)
, (12.9) — часть бокового зазора для обеспечения температурной компенсации;
— часть бокового зазора для обеспечения температурной компенсации; — часть бокового зазора, необходимая для нормальных условий смазки.
— часть бокового зазора, необходимая для нормальных условий смазки. находят по формуле:
находят по формуле: (12.10)
(12.10) — угол подъема винтовой линии червяка;
— угол подъема винтовой линии червяка; ,
,  — коэффициенты линейного расширения материала червяка и колеса;
— коэффициенты линейного расширения материала червяка и колеса; — коэффициент линейного расширения материала корпуса;
— коэффициент линейного расширения материала корпуса; — рабочая температура передачи, ºС;
— рабочая температура передачи, ºС; — рабочая температура корпуса, ºС;
— рабочая температура корпуса, ºС; — межосевое расстояние, мм;
— межосевое расстояние, мм; ,
,  — диаметры червяка и колеса, мм.
— диаметры червяка и колеса, мм. =55 ºС,
=55 ºС,  =40 ºС,
=40 ºС, определяют по формуле
определяют по формуле , (мкм), (12.11)
, (мкм), (12.11) принимают для тихоходных передач, а большее – для быстроходных передач.
принимают для тихоходных передач, а большее – для быстроходных передач.

