Как выбрать рельс
Среди тех, кто покупает рельсы или иное оснащение для железной дороги либо кранов, не бывает случайных людей. Кроме того, эта категория потребителей обычно хорошо ведет подсчеты и имеет понимание того, что каждый уплаченный за качество рубль сейчас вернется многократной экономией впоследствии.
Назначение рельс
 Рельсы являются одной из главных составляющих верхнего строения пути— это балки особого сечения, их изготавливают из углеродистых сталей. Располагаются рельсы на шпалах и опорах, они являются направляющей для передвижения железнодорожных составов, необходимы для принятия и равномерного распределения силы давления колёсных пар на шпалы и иные детали полотна. Они применяются при укладывании пути железной дороги, для сооружения линий промышленного назначения и путей подъезда к шахтам, карьерам, также при помощи рельсов обеспечивают передвижение кранов строительного и грузового вида.
Рельсы являются одной из главных составляющих верхнего строения пути— это балки особого сечения, их изготавливают из углеродистых сталей. Располагаются рельсы на шпалах и опорах, они являются направляющей для передвижения железнодорожных составов, необходимы для принятия и равномерного распределения силы давления колёсных пар на шпалы и иные детали полотна. Они применяются при укладывании пути железной дороги, для сооружения линий промышленного назначения и путей подъезда к шахтам, карьерам, также при помощи рельсов обеспечивают передвижение кранов строительного и грузового вида.
Разбираемся в маркировке
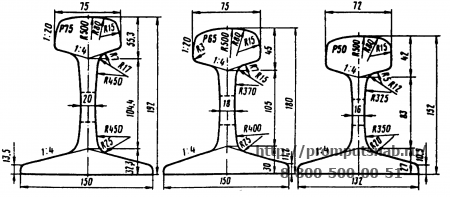
Тип рельсов определяет их удельный вес, маркируются они комбинацией буквы «Р» и цифр, которые соответствуют весу одного погонного метра рельса в килограммах. Рельсы реализуются «на вес», поэтому это стоит учитывать первым делом в процессе расчётов. У нас в стране обычно используют рельсы Р65, Р50 и Р43. Стандартная длина железнодорожных рельсов, которые производятся рельсопрокатными предприятиями, равна 12,5; 25; 50 и 100 метрам.
Чтобы верно определить требуемый тип рельс, стоит учесть несколько моментов:
Для справки
Основные требования, предъявляемые качеству:
Чтобы обеспечивать необходимую силу сцепления между рельсами и движущими колесами составов плоскость катания должна быть шероховатой. Чтобы снизить сопротивление движению остальных колес – вагонов, тендеров и поддерживающих колес локомотивов – надо, чтобы поверхность катания рельсов была гладкой.
Материал рельсов
 Сегодня рельсы прокатывают исключительно из стальных слитков. Сталь изготавливается в конвертерах методом Бессемера либо в мартеновской печи. Бессемеровскую сталь получают путем продувки кислородом расплавленной чугунной массы, в течение 15 – 18 минут. При этом происходит выгорание углерода и части примесей. Мартеновскую сталь варят несколько часов из чугуна и стального лома в огромной печи, емкость которой составляет от 200 до 1500 тонн. Такая сталь более чистая и имеет меньшую хладноломкость, если сравнивать с изготовленной методом Бессемера. Рельсы тяжелого типа, например Р65 и Р75, прокатывают исключительно из мартеновской стали.
Сегодня рельсы прокатывают исключительно из стальных слитков. Сталь изготавливается в конвертерах методом Бессемера либо в мартеновской печи. Бессемеровскую сталь получают путем продувки кислородом расплавленной чугунной массы, в течение 15 – 18 минут. При этом происходит выгорание углерода и части примесей. Мартеновскую сталь варят несколько часов из чугуна и стального лома в огромной печи, емкость которой составляет от 200 до 1500 тонн. Такая сталь более чистая и имеет меньшую хладноломкость, если сравнивать с изготовленной методом Бессемера. Рельсы тяжелого типа, например Р65 и Р75, прокатывают исключительно из мартеновской стали.
Химический состав сплава
Качественные показатели рельсовых сталей определяются их химическим составом и структурой. Химический состав стали российских рельсов характеризуется добавками к железу в процентах. Углерод применяют для увеличения твердости и износостойкости рельсовой стали. Тем не менее чем больше содержится углерода, тем выше при иных равных условиях хрупкость стали и более затруднительна холодная правка рельсов. Вследствие этого потребуется наиболее равномерно распределить металл по сечению рельса, наиболее четко необходимо выдерживать химический состав, особенно это касается фосфора и серы.
Закалка
Сейчас большое распространение обрела объемная закалка рельсов. Данный метод увеличивает пластичность и вязкость, повышает усталостную прочность и стойкость рельсов против образования поперечных усталостных изломов. Эксплуатационная стойкость этих рельсов в 1,3–1,5 раза выше стойкости незакаленных рельсов. По техническим и экономическим подсчетам, применение рельсов с объемной закалкой в среднем за год на 1 км пути обеспечит существенную финансовую экономию. Сталь должна быть однородного мелкозернистого строения без шлаковин, волосовин, плен, следов неоднородного распределения химических добавок по сечению.
Рельсы: классификация, размеры и длина железнодорожных ЖД и других типов рельсов, сечение и разрезы, маркировка


Какие рельсы бывают: классификация

Также классифицируются по таким моментам, как категория качества, наличие (или отсутствие) болтовых соединений. Каждая из этих характеристик, в том числе и длина рельса железнодорожного пути в России будет более подробна рассмотрена ниже. Пока же отметим еще один важный показатель.
По виду исходных элементов для производства идет разделение на:
Различия по категории качества
Требования
Действующие стандарты
Похожие новости
Наличие болтовых соединений
Даже при обустройстве бесстыковой или звеньевой колеи не обойтись без участков, которые требуется скреплять специальными накладками и стягивать с помощью болтов и гаек.
Форма отверстий определяется технологией изготовления с особым расчетом, не нарушающим общую прочность металлоконструкции. По этим же соображениям их выполняют строго перпендикулярно по отношению к продольной плоскости. После чего зачищают, чтобы не было наплывов стали или заусенцев.

Внимание, расстояния между осями отверстий зависят от типа и, соответственно протяженности отрезка проката. В случае с Р-50 от торца отступают 66 мм, после чего делают первое просверливание, второе – на дистанции 150 мм, третье – уже через 140 мм. У Р-65 и Р-75 эти расстояния равны уже 96, 220 и 130 мм соответственно. А вот допуски везде идентичны и составляют плюс-минус 1 мм.
При этом концы обязаны быть отфрезерованы, перекос допустим, но не выше 1 мм в каком угодно направлении. По нижней кромке головки можно снять фаску, но не глубже 1-1,15 мм.
Условные обозначения на схемах и чертежах
Размеры и длины стандартных ЖД рельс
Мы включили в статью разные типы металлопроката, применяющиеся на путях сообщения и в отраслях промышленности. Каждая категория обладает своими характеристиками.
Важным показателем является вес металлоконструкции, ведь он отражает ее мощность и надежность. Чем сильнее действующие на опорный элемент нагрузки и чем выше скорость движения транспорта, тем большей должна быть масса направляющих. Рассчитывается данная характеристика в килограммах на погонный метр кубический и будет приведена в размерных таблицах ниже.
Отдельно ответим на вопрос, какой длины железнодорожные рельсы используются на ЖД путях в России по сравнению с другими государствами. Потому что она может значительно отличаться в зависимости от страны. Так, в Германии она достигает 60 м, с шагом в 15 м (то есть бывают модели и 30, и 45 м). В США еще более нестандартная градация – 11,89 и 23,96 м (сравнительно короткие конструкции), в Великобритании – 18 и 29 м, во Франции – от 18 до 36 м (еще встречаются 24-метровые, но редко).
Объясним, чем обусловлен такой разброс. Те, кто гонятся за экономией при проектировании и строительстве, выбирают и применяют как можно более крупные элементы. Такое решение позволяет минимизировать количество стыков и затратить меньше металла на прокладку линии (а также снизить уровень аэродинамического сопротивления при движении локомотивов и составов). А это имеет не только техническое, но и экономическое значение, поскольку позволяет снизить время в пути и скорость износа агрегатов локомотива и вагонов.
В нашей стране эти параметры – 12,5 или 25 м. Это дает возможность сочетать рациональность с надежностью и монтировать полотно, способное выдерживать значительные нагрузки и при этом не деформироваться при повышении температуры окружающей среды. Внимание, помимо стандарта, такие образцы могут быть еще и укороченными – на 40, 80 или даже 120 мм (при 12,5 м) и на 80 или 160 мм (при 25 м). Их применяют при обустройстве внутренних нитей криволинейных участков.
Крановые рельсы поставляются длиной 11 метров, узкоколейные р 18, р 24 — 8 метров. Ниже в таблице указаны размеры разных изделий не только по параметру L, но и по другим.
Таблицы размеров
Железнодорожные узкоколейные
| Марка | ГОСТ | Площадь сечения, см² | Закалка | Размеры, мм | Масса 1 п.м., кг | ||||
| L | H | A | B | S | |||||
| Р5 | 19240-73 | 5,91 | H | 6,5 | 52 | 38 | 20 | 4,5 | 4,61 |
| Р8 | 6368-82 | 10,76 | H | 6 | 65 | 54 | 25 | 7 | 8,61 |
| Р11 | 14,28 | H | 7 | 80,5 | 66 | 32 | 7 | 11,80 | |
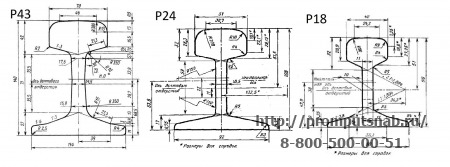
| Р18 | 6368-82 ДСТУ 3799-98 | 22,88 | H | 8 | 90 | 80 | 40 | 10 | 18,52 |
| Р24 | 6368-82 ДСТУ 3799-98 | 31,79 | H | 8 | 107 | 92 | 51 | 10,5 | 24,90 |
| Р33 | ТУ 14-2Р-383-2004 | 42,758 | Н | 8 | 128 | 110 | 60 | 12 | 33,48 |
| Р38 | 30165-94 | 49,063 | Н | 12,5 | 135 | 114 | 68 | 13 | 38,416 |
| Р43 | 30165-94 | 57,0 | Н | 12,5 | 140 | 114 | 70 | 14,5 | 44,653 |
| Р50/Рп50 | Р 51685-2000 / Р 51045-97 | 65,99 | Н и Т1 | 12,5 и 25 | 152 | 132 | 72 | 16 | 51,67 |
| Р65/Рп65 | Р 51685-2000 / Р 51045-97 | 82,65 | Н и Т1 | 12,5 и 25 | 180 | 150 | 75 | 18 | 64,88 |
| Р75 | Р 51685-2000 / Р 51045-97 | 95,04 | Н и Т1 | 12,5 и 25 | 192 | 150 | 75 | 20 | 74,41 |
Где Н – высота полная. А– размер подошвы рельса. В – размер головки сверху. S – толщина шейки.
Крановые
| Масса | ГОСТ | Площадь сечения, см² | Масса 1 п.м., кг | Размеры | |||
| H | A | B | S | ||||
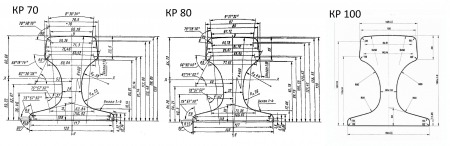
| КР70 | 4121-76 | 60,47 | 52,50 | 120 | 120 | 70 | 21 |
| 4121-96 | 58,72 | 46,10 | |||||
| КР80 | 4121-76, ТУ 14-2Р393-2005 | 81,84 | 64,24 | 130 | 130 | 80 | 32 |
| 4121-96 | 76,19 | 59,05 | |||||
| КР100 | 4121-76, ТУ 14-2Р393-2005 | 113,44 | 89,05 | 150 | 150 | 100 | 38 |
| 4121-96 | 105,85 | 84,00 | |||||
| КР120 | 4121-76, ТУ 14-2Р393-2005 | 150,69 | 118,29 | 170 | 170 | 120 | 44 |
| 4121-96 | 144,54 | 113,47 | |||||
| КР140 | 4121-96 | 180,51 | 141,70 | 170 | 170 | 140 | 58 |
Поставляются длиной: мерные 11 м, не мерные от 4,1, до 11 м.
Узкой колеи (производитель Китай)
| Марка | Сталь | Вес 1 п.м., кг | Геометрия, мм | Временное сопротивление H/мм² | Твердость НВ, МПа | |||
| B | H | C | S | |||||
| 9KG | Q235 | 9,20 | 33 | 68 | 63 | 6,0 | 535 | 142 |
| 12KG | Q235 | 12,187 | 35 | 68 | 66 | 8,0 | 533 | 141 |
Маркировка
Шифр плавки включает:
Можно дополнительно маркировать образцы разной длины, изготовляемых для стрелочных переводов и других целей. Форму, цвет и место нанесения устанавливают в договоре между заказчиком и исполнителем.
Далее представлены рисунки и таблица.
Рисунок 1. Основная маркировка, выполняемая во время прокатки и клеймением в горячем и холодном состоянии.
| Эскиз | Описание |
| Головка на торце, по контуру, обведена голубым (для I группы) или белым (для II группы); выбит один керн – первого сорта незакаленный. | |
| Голубая или белая полоса сверху; вдавленная буква к – первого сорта с закаленными концами (на остальном протяжении не закален). | |
| Верх по контуру обведен светло-зеленым; на шейке на расстоянии около 1 м от края такая же полоса; вдавленная буква з – первого сорта, прокален на всем протяжении по параметрам закалки первого класса. | |
| Головка обведена желтым; на расстоянии около 1 м от края светло-зеленая полоса; буква з – первого сорта, закален по всей длине по параметрам закалки второго класса. | |
| Торцевая часть верха обведена желтой краской; на шейке на расстоянии около 1 м от конца рельсы так же желтым написан шифр из одной буквы и цифр – опытный, характеристика его дана в документах. | |
| Один край подошвы окрашен голубым или белым – имеет одинарное укорочение: 40 мм для 12,5-метровых и 80 мм для 25-метровых. | |
| Оба края подошвы окрашены голубым или белым – имеет двойное укорочение: 80 мм для 2,5-метровых и 160 мм для 25-метровых. | |
| Верх подошвы на конце окрашен желтым – сталь, из которой изготовлен прокат, содержит углерод выше среднего процента по стандарту. | |
| Подошва и половина шейки окрашены красной или зеленой краской и выбиты два керна – второго сорта; при красной окраске – незакаленный, при зеленой – закаленный. | |
| Весь торец окрашен синим цветом, на обоих по три керна – забракован, к укладке в пути мпс не пригоден. |
Теперь, когда известно, какая длина ЖД-рельсы и что за характеристики у каждого типа, какие есть требования, можно переходить непосредственно к проектированию. А все комплектующие для строительства по привлекательным ценам вы найдете в каталоге компании «ПромПутьСнабжение».
Как узнать что за рельса
Рельсы относятся к числу важнейших и наиболее дорогостоящих элементов железнодорожного пути. Максимально возможное продление срока их службы, оптимизация расходов по текущему содержанию и замене рельсов являются ключевыми составляющими стратегии обеспечения работоспособности инфраструктуры.
Рельсы изготавливаются в соответствии с ГОСТ Р 51685-2013 «Рельсы железнодорожные. Общие технические условия» (EN 13674-1:2011, NEQ), а также техническими условиями, согласованными ОАО «РЖД».

Рисунок 1.1 Рельсы железнодорожные
Рисунок 1.1 Рельсы железнодорожные
Классификация рельсов для железных дорог РФ

Рисунок 1.2 Основные размеры поперечного сечения рельса
Рисунок 1.2 Основные размеры поперечного сечения рельса
Таблица 1.1 Основные размеры поперечного сечения рельсов (в миллиметрах)
| Размер поперечного сечения | Обозначение | Значение размера для типа рельса | |||
|---|---|---|---|---|---|
| Р50 | Р65 | Р65K | Р75 | ||
| Высота рельса | H | 152,00 | 180,00 | 181,00 | 192,00 |
| Высота шейки | h | 83,00 | 105,00 | 105,00 | 104,4 |
| Ширина головки | b | 72 | 75 | 75 | 75 |
| Ширина головки поверху на уровне 13 мм от поверхности катания, мм | 69,6 | 72,2 | 72,2 | 71,3 | |
| Ширина подошвы | B | 132,00 | 150,00 | 150,00 | 150,00 |
| Толщина шейки | e | 16,00 | 18,00 | 18,00 | 20,00 |
| Высота пера подошвы | m | 10,50 | 11,2 | 11,2 | 13,5 |
Нормы по отклонению формы поверхности катания от номинальной не распространяются на рельсы типа Р65К.

Рисунок 1.3 Рельс типа Р50
Рисунок 1.3 Рельс типа Р50

Рисунок 1.4 Рельс типа Р65
Рисунок 1.4 Рельс типа Р65

Рисунок 1.5 Рельс типа Р65К
Рисунок 1.5 Рельс типа Р65К

Рисунок 1.6 Рельс типа Р75
Рисунок 1.6 Рельс типа Р75
Срок службы железнодорожных рельсов зависит от качества рельсовой стали и качества изготовления рельсов, а также от эксплуатационных характеристик пути (плана и профиля пути), осевой нагрузки, типа обращающегося подвижного состава, скоростей движения поездов, климатических условий.
Срок службы рельсов определяется уровнем одиночного их изъятия. В соответствии с Положением о системе ведения путевого хозяйства ОАО «РЖД» срок службы термоупрочненных рельсов типа Р65 должен быть не менее 100% от нормативного срока (не менее 700 млн т брутто для бесстыкового пути, не менее 600 млн т брутто – для звеньевого пути). Срок службы рельсов категории «В» (ДТ350СС) должен составлять не менее 1100 млн т брутто.
Маркировка рельсов
Интерактивная схема 1.1 Маркировка рельса
Обозначение предприятия-изготовителя (начальная буква названия завода: К – Кузнецкий металлургический комбинат, Т – Нижнетагильский металлургический комбинат и т.д.)
Месяц – римскими цифрами
Год изготовления рельсов (последние две цифры)
Обозначение головного конца стрелкой (острие стрелки указывает на передний конец рельса по ходу прокатки)
Дополнительная маркировка: не более четырех знаков в виде выпуклых точек
На средней части шейки с одной стороны каждого рельса выкатывают выпуклую маркировку.
Маркировку выкатывают с периодичностью не более 4 м по длине рельсов. На рельсах с болтовыми отверстиями маркировка не должна располагаться на расстоянии менее 0,6 м от торцов рельса. Маркировочные знаки должны быть высотой от 20 до 25 мм и выступать на расстояние от 0,6 до 1,3 мм с плавным переходом к поверхности шейки. Допускается дополнительно выкатывать не более четырех знаков в виде выпуклых точек диаметром от 2 до 3 мм высотой около 1 мм и выпуклых линий длиной до 80 мм.

Рисунок 1.7 Выпуклая маркировка
Рисунок 1.7 Выпуклая маркировка
Маркировка, наносимая клеймовочной машиной
На средней части шейки каждого рельса со стороны, противоположной выпуклой маркировке (а на рельсах до 2010 года изготовления – на той же стороне), в горячем состоянии клеймовочной машиной наносят вдавленную маркировку:

Рисунок 1.8 Маркировка, наносимая клеймовочной машиной
Рисунок 1.8 Маркировка, наносимая клеймовочной машиной
Маркировку наносят на расстоянии более 1 м от торца рельса с периодичностью не более 12,5 м по длине рельсов (для рельсов длиной до 12,52 м – не менее чем в одном месте). Расстояние между знаками за исключением пробела должно быть от 20 до 40 мм.
Маркировочные знаки должны иметь высоту около 16 мм, глубину от 0,4 до 1,5 мм, угол наклона около 10° к вертикальной оси рельса. Знаки должны быть четкими, без острых очертаний контуров и вершин. Не допускается наносить и исправлять клеймением в холодном состоянии маркировочные знаки, нанесенные горячим клеймением. Дополнительно на объемно-закаленных рельсах по шейке нанесен знак «О».
Рельсы, соответствующие требованиям безопасности и прошедшие процедуру подтверждения соответствия, должны иметь маркировку единым знаком обращения продукции на рынке государств – членов Таможенного союза.
Маркировка единым знаком обращения осуществляется перед выпуском рельсов в обращение на рынке. Единый знак обращения наносится на каждый рельс в холодном состоянии любым способом, исключающим образование концентраторов напряжений на поверхности рельса и обеспечивающим четкое и ясное изображение в течение всего срока службы рельсов.
Эксплуатация рельсов, гарантии качества и надежности рельсов
Рельсы, уложенные в путь, должны безотказно работать в течение времени, определяемого количеством перевезенного по ним груза в соответствии с требованиями к качеству рельса.
В договор на поставку новых рельсов включаются условия гарантии их качества, которые являются определяющими при проведении претензионной работы. Порядок предъявления претензий (рекламаций) на рельсы определен «Условиями гарантии на железнодорожные рельсы и порядком рекламационно-претензионной работы по гарантийным случаям». Гарантии распространяются на рельсы, выпущенные до и после 1.10.2010 г.
Таблица 1.2 Гарантийная наработка различных типов и категорий железнодорожных рельсов, выпущенных после 1 октября 2010 г.
| Тип рельсов | Категория рельсов | Норма гарантийной наработки, млн т брутто | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| В прямых участках пути и кривых R > 650 м | В кривых участках пути R Примечание В – рельсы, термически упрочненные высшего качества ГОСТ Р 51685–2000, Т1 – термически упрочненные рельсы, выпускаемые по ГОСТ Р 51685–2000, СС – рельсы для скоростного совмещенного движения, НЭ, НК – рельсы низкотемпературной надежности, ИК – рельсы повышенной износостойкости и контактной выносливости. ДТ350 – рельсы дифференцированно термоупрочненные ГОСТ Р 51685–2013, ГОСТ Р 51685–2000, ТУ 0921–276–01124323–2012 [8], ТУ 0921–231–01124323–2014 ДТ350СС – рельсы дифференцированно термоупрочненные для скоростного совмещенного движения ГОСТ Р 51685–2013, ГОСТ Р 51685–2000, ТУ 0921–276–01124323–2012 [8], ТУ 0921–231–01124323–2014 ДТ350НН – рельсы дифференцированно термоупрочненные низкотемпературной надежности ГОСТ Р 51685–2013, ГОСТ Р 51685–2000, ТУ 0921–276–01124323–2012 ДТ370ИК – рельсы дифференцированно термоупрочненные повышенной износостойкости и контактной выносливости ГОСТ Р 51685–2013, ГОСТ Р 51685–2000, ТУ 0921–276–01124323–2012. Нормы гарантийной наработки для рельсов типа Р50 уменьшают на 25%. Таблица 1.3 Гарантийная наработка различных типов и категорий железнодорожных рельсов, выпущенных до 1 октября 2010 г.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






