Холодная гибка труб. Глубина прогиба ведущим валом
Калькулятор рассчитывает глубину прогиба профиля трубогибом или гибочным станком для получения заданных параметров.
Статья написана в ответ на запрос пользователя, который хотел вычислять глубину прогиба профиля ведущим валом, для получения изогнутой трубы с заданными параметрами.
До запроса я даже и не знал, что есть специальные машины для холодной гибки труб. Причем бывают как и промышленные гибочные станки, так и ручные гидравлические трубогибы.
Все они действуют по одному принципу, который можно понять, посмотрев на картинку.
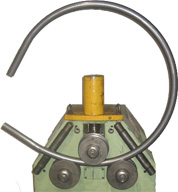
Профиль (труба) укладывается между валиками, затем центральный валик с усилием прогибает профиль, и дальше оставшийся кусок прокатывается через станок.
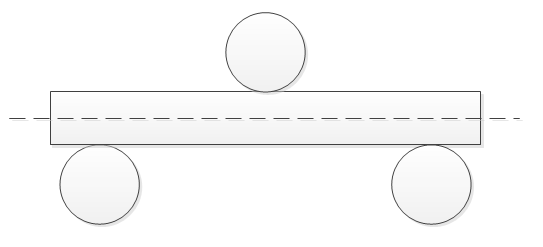
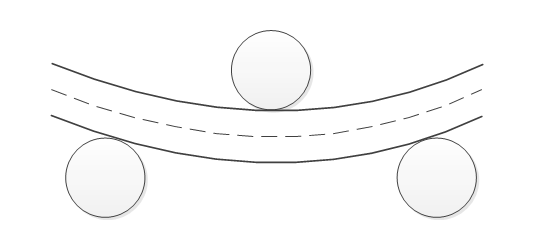
С моей дилетантской точки зрения, процесс выглядит примерно так
Или, если совместить:
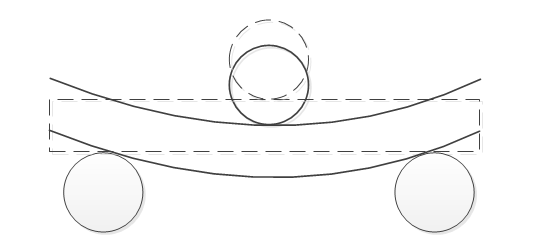
Собственно, интересует вопрос — насколько надо прогнуть трубу, то есть опустить ведущий вал, чтобы после прокатки всего отрезка профиля получить заданный изгиб?
Изгиб трубы, очевидно, задается радиусом. Но, как показал запрос пользователя, параметры могут быть заданы не только радиусом, но и длиной и высотой хорды, если надо получить арку. Здесь нам пригодится калькулятор, который по заданной длине (C) и высоте хорды (h) рассчитывает длину требуемого отрезка (L) и радиус окружности (R) — смотри рисунок.
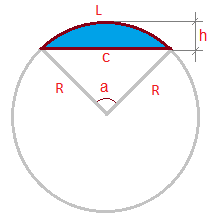

Параметры сегмента по хорде и высоте
Подробности и формулы смотри здесь — Сегмент круга
Идем дальше.
Итак, нам нужно получить глубину прогиба зная радиус, расстояние между ведомыми валиками, радиус валиков и размеры профиля.
Перерисуем совмещенный рисунок, добавив несколько нужных линий, и убрав все ненужные.
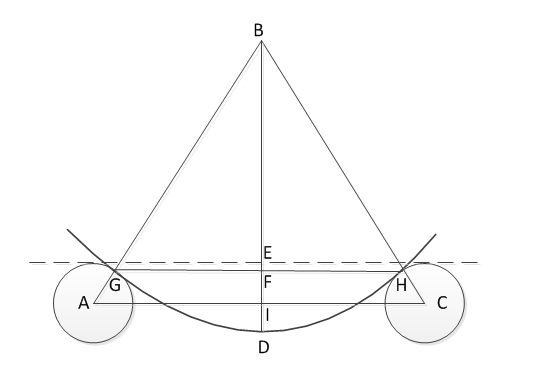
Точка B — центр нашей окружности. Обратите внимание, что расчет идет по внешнему по отношению к изгибу краю профиля. Поскольку радиус по высоте и ширине хорды скорее всего будет рассчитываться по оси профиля, к полученному радиусу надо прибавить радиус профиля так, чтобы получить радиус внешнего края профиля.
Дальше в ход идет геометрия.
Из расстояния AC и расстояния AB находим угол ABD.
Расчёт профильной трубы на изгиб: для чего и как производятся такие вычисления
Профильные трубы широко применяются в частном и промышленном строительстве. Из них создают беседки, теплицы, гаражи, хозяйственные постройки, рекламные щиты. Конструкции бывают не только классическими прямоугольными, но могут также иметь самую разнообразную конфигурацию. Поэтому очень важно правильно рассчитать максимально допустимый изгиб трубы. Это обеспечит сооружению прочность, долговечность и позволит сохранить его изначальную форму.
 При изготовлении конструкций из профильной трубы нельзя изгибать ее «на глаз» — следует произвести соответствующие расчеты
При изготовлении конструкций из профильной трубы нельзя изгибать ее «на глаз» — следует произвести соответствующие расчеты
Свойства и особенности профильных трубных изделий
Профильными принято назвать трубы, сечение которых отличается от круглого. Наиболее распространённые варианты – это квадратные и прямоугольные изделия. Особую популярность им придаёт тот факт, что созданная на их основе конечная конструкция имеет относительно небольшой вес. Более того! Благодаря специфической форме, крепление трубных элементов к различным поверхностям и друг к другу значительно упрощается.
Данные строительные изделия производятся из широкого спектра сплавов и металлов. Однако чаще всего используются профильные трубы из низколегированной и углеродистой стали. Каждому металлу характерно такое природное качество, как точка сопротивления. Она бывает как максимальной, так и минимальной. Первая, в частности, служит причиной деформации построенных сооружений, приводит к перегибам, следствием которых могут быть изломы.
Выполняя загиб, важно принимать во внимание такие характеристики, как вид изделия и его плотность, сечение, размер, а также гибкость материала и его жёсткость. Зная все эти свойства металла, исполнитель сможет понять, как поведёт себя конструкция в процессе эксплуатации.
Кроме того, следует помнить, что при сгибании изделия его внутренние части подвергаются сжатию, что ведёт к увеличению их плотности и уменьшению размеров. Длина наружного слоя соответственно возрастает, он становится более растянутым, но менее плотным. При этом даже по завершении процесса изначальные характеристики срединных участков сохраняются.
 При сгибании трубы нужно учитывать свойства материала, из которого она изготовлена, ее размеры и толщину стенок
При сгибании трубы нужно учитывать свойства материала, из которого она изготовлена, ее размеры и толщину стенок
Важно! Напряжение при сгибании трубного профиля будет обязательно возникать даже на максимально удаленных от нейтральной зоны сегментах изделия. Особо высокое давление будут испытывать слои, расположенные в непосредственной близости от вышеуказанной нейтральной зоны.
Как влияет прочность материала на допустимые радиусы изгиба
Действующие на территории нашей страны ГОСТы достаточно подробно регламентируют характеристики и свойства элементов, используемые при расчете прочности трубы на изгиб. Прежде всего, в этом контексте рассматривается минимальный радиус, на который допускается сгибать профильное трубное изделие. Он зависит от условий выполнения гибки. Если эта процедура осуществляется с нагреванием или с набивкой полости трубы песком, значение наружного диаметра начинается с отметки 3,5 DN (под DN понимается условный проход).
В случае, когда исполнителю доступно применение специализированного оборудования (например, трубогибочного станка), позволяющего выполнить последовательность необходимых операций без нагревания, либо иных дополнительных мероприятий, тогда минимальный диаметр составляет 4 DN.
При необходимости выполнения достаточно крутого изгиба диаметр должен быть равен минимум 10 DN, поскольку эта процедура будет проводиться другими способами, преимущественно, при высоких температурах.
Разумеется, предусмотренные государственными стандартами значения можно немного уменьшить, но тогда производить расчет профильной трубы на изгиб необходимо очень внимательно. Отступления от ГОСТа возможны, если при используемом способе сгибания толщина стенки гарантировано изменится от изначальной на 15%. Только тогда можно быть уверенным, что изгиб на меньшие величины существенного влияния на прочность конструкции в дальнейшем не окажет.
 Согнуть трубу на максимально допустимый для нее радиус можно только при помощи специального станка или приспособления
Согнуть трубу на максимально допустимый для нее радиус можно только при помощи специального станка или приспособления
Какие применяются формулы и таблицы
Для корректного расчёта прочности трубы на изгиб необходимо узнать длину детали. Делается это по следующей формуле:
Д — длина заготовки; Р – радиус изгиба трубы (мм); У — требуемый угол изгиба; р1 – расстояние для удержания заготовки, необходимое при применении специального оборудования.
Далее осуществляем оценку величины предполагаемого к изгибу участка по такой формуле:
Д1 – длина сгибаемого участка; π – известная математическая константа; У – угол изгиба (градусы); ДН – диаметр по внешней поверхности трубы (мм).
В ГОСТах №617/90 и №494/90 содержатся наименьшие значения основных характеристик, на основе которых производится расчёт прочности профильного трубного изделия на изгиб.
Полезно знать! Такой подход – регламентация минимальных значений — обеспечивает удобство мастера, а также наибольшую безопасность при выполнении работ и, конечно же, при эксплуатации конструкций, в частности, возведённых из латунного и медного профиля.
Основные характеристики, используемые в процессе вычисления прочности трубы на изгиб, приведены в ниже размещённой таблице.
Таблица 1
| Радиус изгиба минимальный | Минимальная длина свободной части | Внешний диаметр |
| 90 | 60 | 30 |
| 72 | 55 | 24 |
| 36 | 50 | 18 |
| 30 | 45 | 15 |
| 24 | 35 | 12 |
| 20 | 30 | 10 |
| 16 | 25 | 8 |
| 12 | 18 | 6 |
| 8 | 12 | 4 |
| 6 | 10 | 3 |
Данные в этой таблице относятся к трубным изделиям из латуни и меди. А расчет нагрузки на изгиб на профильную трубу, произведённую из стали, осуществляется в соответствии с данными, приведёнными ниже (ГОСТ №3263/75).
Таблица 2
| Размер трубы | Длина свободной части (минимальная) | Минимальный радиус изгиба | ||||
| Условный проход | Внешний диаметр | Горячее состояние | Холодное состояние | |||
| 100 | 114 | 230 | 340 | 680 | ||
| 80 | 88,5 | 170 | 265 | 530 | ||
| 65 | 75,5 | 150 | 225 | 450 | ||
| 50 | 60 | 120 | 180 | 360 | ||
| 40 | 48 | 100 | 150 | 290 | ||
| 32 | 42,3 | 85 | 130 | 250 | ||
| 25 | 33,5 | 70 | 100 | 200 | ||
| 20 | 26,8 | 55 | 80 | 160 | ||
| 15 | 21,3 | 50 | 65 | 130 | ||
| 10 | 17 | 45 | 50 | 100 | ||
| 8 | 13,5 | 40 | 40 | 80 | ||
В число основных параметров, которые необходимо учитывать, определяя нагрузку при изгибе, входят также толщина стенок и диаметр обрабатываемой заготовки. Корреляция этих двух показателей представлена в очередной таблице. Кстати, содержащиеся в ней сведения можно использовать и для расчета нагрузки на трубу круглого сечения.
Таблица 3
| Диаметр (мм) | Радиус сгиба (минимальный) при толщине стенок | |
| Толщина более 2 мм | Толщина менее 2 мм | |
| 60/140 | 5D | 7D |
| 35/60 | 4D | 6D |
| 20/35 | 3D | 5D |
| 5/20 | 3D | 4D |
Необходимо сказать ещё вот о чём. Заменить ручной расчёт нагрузки рассматриваемого типа призваны различные присутствующие в интернете он-лайн калькуляторы. Работают они в соответствии с заложенными в них формулами, ориентированными на различные образцы трубной продукции. Спектр применения современного он-лайн калькулятора очень широк: начиная от простейшего расчета круглой трубы на прогиб, и заканчивая подсчётом нагрузки на профильную трубу при её сгибании.
 Деформация труб в месте сгиба иногда неизбежна, но она может ухудшить характеристики готовой конструкции
Деформация труб в месте сгиба иногда неизбежна, но она может ухудшить характеристики готовой конструкции
Технологический процесс изгиба
Любая деформация приводит к уменьшению несущей способности профильной трубы и сопровождается возникновением длительных напряжений на её стенках. На внутреннем слое из-за сжатия металла плотность увеличивается, а на внешней части растяжение, наоборот, уменьшает значение данного показателя. Форма сечения при этом также ожидаемо меняется. Совокупность данных факторов приводит к тому, что несущая способность конструкции в месте изгиба заметно уменьшается. Это актуально для круглой трубы, а также для прямоугольного и квадратного трубного изделия. Причём, для последних двух подобное явление не столь выражено, нежели для трубы с круглым сечением.
Однако в любом случае требуется внимательный подход к оценке степени прикладываемой нагрузки при изгибе заготовки. Тогда на ней не появятся ненужные разломы и искривления. С точки зрения функционального предназначения касается это, прежде всего круглых труб, из которых изготавливаются отводы для систем водоснабжения.
Полезно знать! Образуемые складки приводят к возникновению засоров, повышают сопротивление транспортируемой жидкости и снижают проходимость рабочей среды.
Поэтому степень овальной деформации для детали диаметром до 20 мм не должна превышать 15 процентов. При увеличении диаметра значение данного показателя уменьшается до отметки 12,5 процентов. Эти же цифры применяются и при определении оптимальной нагрузки на прогиб трубы с профильным сечением, а вышеуказанные значения диаметров относятся к вписанной/описанной в/вокруг прямоугольник(а) или квадрат(а) окружности.
Применяем закон Гука
Расчёт прочности трубного изделия на изгиб сводится по закону Гука к простому определению величины максимального напряжения на исследуемую точку конструкции. При этом важно учитывать, из какого материала изготовлен профиль, поскольку каждому из них характерен свой показатель напряжения.
По закону Гука сила упругости находится в прямой пропорциональной зависимости от степени деформации. В общем виде для расчётов применяется следующая формула:
Н – напряжение; P – величина изгиба по оси воздействия приложенной силы; V – значение сопротивления изгиба, которое берётся по вышеуказанной оси.
 Сгибая трубы, следует помнить о том, что нагрузка на заготовку не должна быть слишком сильной, иначе труба попросту лопнет
Сгибая трубы, следует помнить о том, что нагрузка на заготовку не должна быть слишком сильной, иначе труба попросту лопнет
Определение нормального значения сопротивления входит в круг основных задач человека, принявшего решение возвести сооружение из профиля. А применение формулы для расчёта оптимального уровня силы, воздействующей на трубу, предполагает проведение проверки правильности полученных результатов. Для этого нужно знать ряд правил и, конечно же, следовать им. Коротко формулируются они так:
Ну и основное правило звучит так: вычисления проводите не торопясь, аккуратно, точно. Применяйте на каждом этапе соответствующие формулы, не подгоняйте значения под выгодные для самого себя.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:

Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
Процедура не сложная:
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
Гибка профильной трубы: 3 несложных способа для самостоятельного выполнения


Применение самодельного гидравлического трубогиба
Здравствуйте уважаемые читатели. Сегодня планирую рассказать о том, как выполняется гибка профильной трубы своими руками с применением специального инструмента и без него. Тема статьи все более актуальна, так как большинство соотечественников–дачников планирует обзавестись теплицей, цена которой будет невысока. Собрать такое сооружение своими руками проще всего из профильной трубы с прямоугольным сечением.
Кроме того, гнутый профиль — это компонент, необходимый при сборке поликарбонатных навесов и беседок. А потому тема наверняка заинтересует не только дачников, но и городских жителей, занятых обустройством территорий, прилегающих к дому.
Способы деформации профильных труб
Для того чтобы придать теплице характерную полукруглую кверху форму, конструкционные элементы должны быть не прямыми, а изогнутыми с определённым радиусом.
Не секрет, что согнуть профильный прокат сводя с усилием два его конца друг к другу не получится, так как стенки с внутренней стороны сомнутся. Впрочем, есть немало способов правильной деформации профильного металлопроката.
Среди того что можно применить в условиях домашней мастерской отмечу следующее:
Применение специального инструмента
Инструкция сгибания трубы с помощью трубогиба сходная, независимо от модификации инструмента.

Этапы работы с гидравлическим инструментом
Рассмотрим перечисленные на схеме этапы на примере эксплуатации самодельного гидравлического трубогиба.

Вальцы инструмента в нейтральной позиции

Настройка вальцов для придания нагрузки на заготовку


Необходимый радиус почти получен

Аналогичный метод применяется при работе с ручным трубогибом, где в отличии от гидравлики прижим вальцов выполняется посредством закручивания винта.
Рекомендации по сгибанию профильной трубы с применением гидравлического трубогиба
За один раз не давайте чрезмерное давление на вальцы. В итоге, вы не деформируете заготовку и прокручивать ворот будет проще.
Применяйте вальцы подходящей конфигурации, то есть, ширина вальцов должна соответствовать ширине поперечного сечения труб. В этом случае сгибание будет аккуратнее, и заготовка при прохождении через станок не будет гулять из стороны в сторону.
До начала сгибания рекомендую заготовить шаблон радиуса или отмерять расстояние, которое должно быть между концами правильно согнутой трубы. Впоследствии, зная расстояние или имея шаблон, будет проще оценить готовность сгиба не вынимая заготовку из инструмента.
Как изогнуть профильную трубу без специального станка
Цена готового трубогиба высока, но этот инструмент можно сделать своими руками. С другой стороны, этого инструмента в самый нужный момент может попросту не оказаться под руками и что делать в такой ситуации?
Предлагаю, в качестве примера, рассмотреть уникальную технологию деформации профильного проката для сборки поликарбонатового навеса.
Почему именно навеса? Дело в том, что способ о котором хочу рассказать, имеет ограничения по радиусу сгиба и заготовить комплектующие для теплицы не получится, а вот согнуть заготовки под сборку ферм навеса — запросто.

На схеме показано как обойтись без трубогиба
Рассмотрим этапы, перечисленные на схеме подробнее.

Будущее основание фермы

Разметка под перемычки

Универсальный расчет высоты перемычек
На фото вы можете увидеть расчет и коэффициент уменьшения длины опор. Это очень важный момент, так как нарезка опор в соответствии с приведенными расчётами позволяет гнуть любые трубы, не опасаясь сминаний их стенок.


С торца профиль примеряем с напуском не менее 10 см

Сгибаем к одному из торцов основания

Привариваем торец сваркой

Привариваем второй торец
Рекомендации к выполнению изгиба:

Для удобства работы трубу можно временно привязать

Перемычки убраны, а радиус деформации все тот же
Деформация профильной трубы путем разрезания болгаркой
Напоследок предлагаю ознакомиться с простым способом деформации, который актуален при работе с профильным прокатом большого сечения.
Для работы нам потребуется УШМ (болгарка) или торцовочная дисковая пила, сварочный аппарат и измерительный инструмент.
Инструкция работы с профильной трубой следующая:

Разметка для распила

Распил, сделанный по разметкам

Деформация с нужным радиусом

Способ хорош своей простотой, но нужно учитывать, что линия гиба будет ломанной. Поэтому такое решение не подходит для изготовления навесов, где обшивка укалывается сплошным листом поликарбоната.
Вывод
Теперь вы знаете, как выполняется гибка профильной трубы по радиусу своими руками как с применением специального инструмента, так и без него. Из перечисленных способов вы можете выбрать тот, с которым вам будет проще справиться.
Если в процессе работы появятся вопросы, задавайте их в комментариях к тексту. Кстати, рекомендую посмотреть видео в этой статье.
как согнуть трубу размером 2 дюйма радиусом 200 мм без смятия трубы

Александр, это делается при помощи специального инструмента — трубогиба. В бытовых условиях используются ручные трубогибы арбалетного типа. Если инструмента нет, то подойдет такой способ:
Почти для всех металлических труб используют один и тот же метод. Например, при сгибании медной, что бы избежать надлома и неправильной деформации, ее набивают песком.
Песок помогает сохранить форму сечения на сгибе. Но, медь — металл довольно мягкий, и при сгибании медной трубки сложностей возникнуть не должно. А как быть с алюминиевой или стальной профильной трубой? Тут уже ни как не обойтись без газовой горелки.
Труба должна быть зафиксирована в тисках. Ее надо предварительно нагреть в месте сгиба. Готовность к сгибанию можно проверить так: если труба алюминиевая, нужно поднеси к нагретому месту листок бумаги, он должен воспламениться или задымить.
Если же труба металлическая (стальная), сигналом тому, что она достаточного нагрета будет цвет нагретого металла: он станет ярко-красным.
Иногда может потребоваться согнуть квадратную трубку не большого сечения. Здесь придется использовать 2 опоры, которые будут служить как основания, и киянку (резиновую) — с ее помощью медленно, но уверено будем гнуть.
Перед началом этой процедуры необходимо насыпать в нее песок. Если на дворе зима, то можно залить водой, которая замерзнув будет служить в качестве демпфера. После того, как заполнили ее песком (залили воду), закупориваем деревянными чопиками.


